



PET-Flaschen-Granulierschneckenstrangpressenlinie
Ein Kompressor-versorgte Einzelschneckenextrusionsanlage mit 2-Zonen-Vakuumentgasung und Unterwassergranulierung – um gewaschene PET-Flakes in einheitliche rPET-Kugeln mit 300–1.200 kg/h umzuwandeln, während der intrinsic viscosity (IV) Rückgang auf ≤0.05 dL/g begrenzt wird.
- Der Kompressor erwärmt und verdichtet die Flakes für einen stabilen, konsistenten Extruder-Eingang.
- Die 2-Zonen-Vakuumentgasung entfernt Restfeuchtigkeit und flüchtige Verbindungen, um die IV zu erhalten.
- Die Unterwassergranulierung produziert einheitliche 3–5 mm zylindrische Kugeln für Fasern, Folien und Spritzguss.
300–1.200
kg/h Ausgabebereich
≤0.05
dL/g IV Rückgang (erhaltene Viskosität)
4-Stufen
Verarbeitung: Komprimieren → Extrudieren → Filtern → Granulieren
1-Jahr
Beschränkte Garantie auf Hauptkomponenten
Geräteübersicht
Komplettes Granulierungslayout
Die Anlage integriert einen Kompressor/Vorkauber, Einzelschneckenextruder, 2-Zonen-Vakuumentgasung, Schmelzfilterung, Unterwassergranulierungskopf und Zentrifugaldryer in einem kontinuierlichen Produktionslayout. PET-Flakes betreten ein Ende; trockene, einheitliche rPET-Kugeln verlassen das andere.
Unterwassergranulierung & Trocknungssubsystem
Der Unterwassergranulierer schneidet den Schmelz in 3–5 mm zylindrische Kugeln, die sofort in zirkulierendem Wasser abgekühlt werden, um Agglomeration zu verhindern. Ein Zentrifugaldryer entfernt dann die Oberflächefeuchtigkeit, und ein Schüttler trennt die Feinpartikel, bevor die Kugeln zum Verpacken transportiert werden.
Kernkomponenten
Jedes Stadium der Anlage ist speziell für die spezifischen thermischen und rheologischen Anforderungen recycelten PETs konstruiert.
Kompressor / Vorkauber
Dichtet lose PET-Flakes durch Reibungswärme, reduziert den Volumen und expelliert Oberflächefeuchtigkeit, bevor das Material in den Extruderzylinder gelangt. Dieser kritische Schritt stabilisiert die Fütterungsgeschwindigkeit und ermöglicht einen konsistenten Schmelzdruck.
Einzelschneckenextruder (Nitriddrahtstahl)
Ein präzise geschliffener Nitriddrahtstahl-Schnecken (L/D 30:1–36:1) schmilzt und homogenisiert PET mit kontrollierter Scherung – niedrig genug, um Kettenabbau und IV-Verlust zu begrenzen. Die Betriebs temperatur beträgt typischerweise 265–285 °C, abhängig von der Schmelzqualität.
2-Zonen-Vakuumentgasung
Zwei unabhängige Vakuumporen ziehen Restfeuchtigkeit, Acetaldehyd und andere niedermolekulare flüchtige Verbindungen aus dem Schmelz. Zusammen mit dem Kompressor-Vorkäuern begrenzt dies den IV-Rückgang auf typischerweise ≤0.05 dL/g.
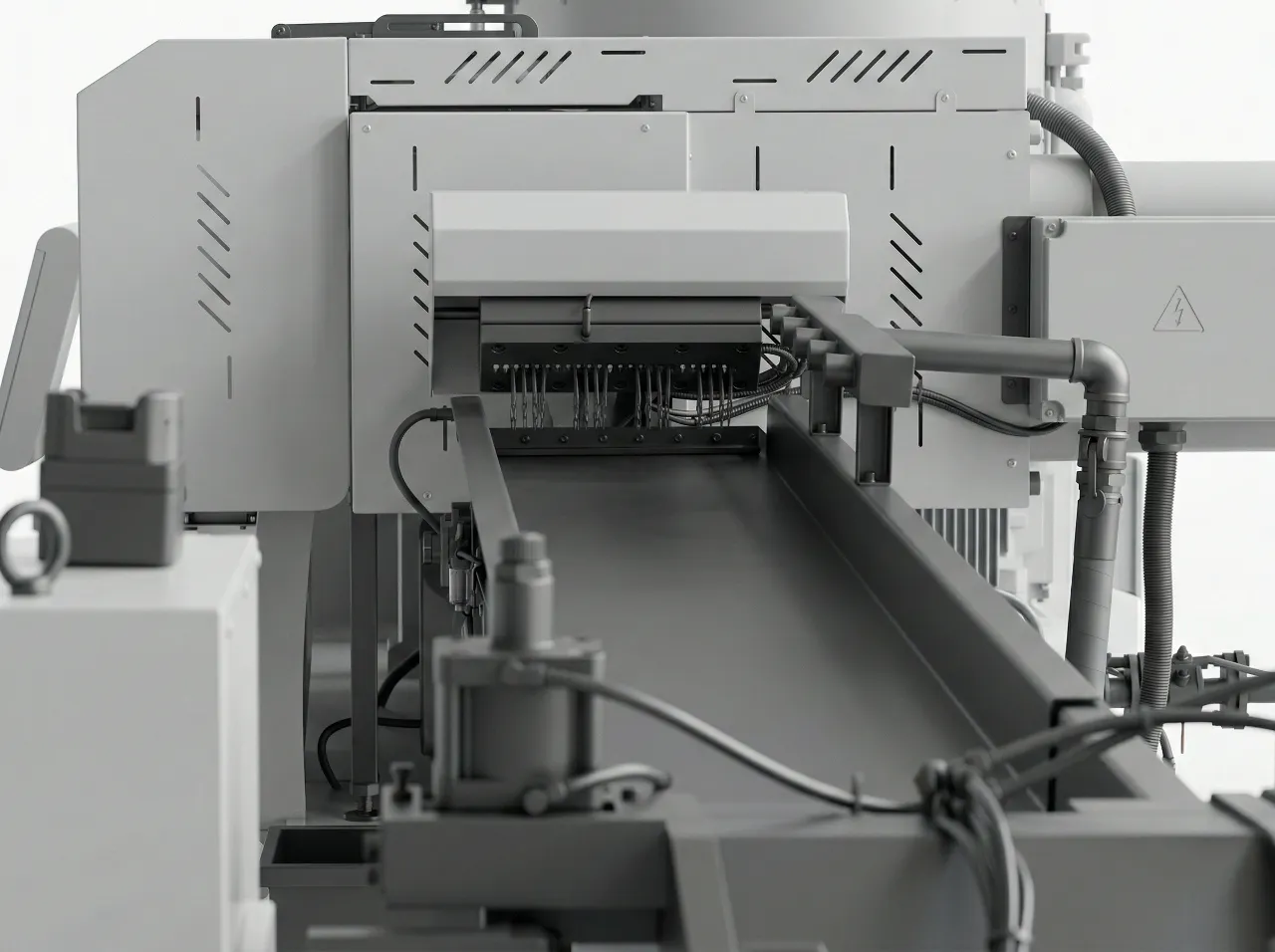
Schmelzfilterung (Automatischer Siebwechsler)
Ein hydraulischer automatischer Siebwechsler (Rückspültyp) entfernt kontinuierlich Feststoffe aus dem Schmelzstrom ohne die Produktion zu stoppen. Die Filterfeinheit ist wählbar (40–150 µm) abhängig von den Anforderungen an die Ausgabepurität.
Unterwassergranulierungskopf
Der Düsenscherenbetrieb erfolgt untergetaucht, quillt jedes Faden in einheitliche 3–5 mm zylindrische Kugeln. Wassergekühlte Granulierung verhindert Verformung und Agglomeration, ergibt ein konsistentes, staubfreies Produkt.
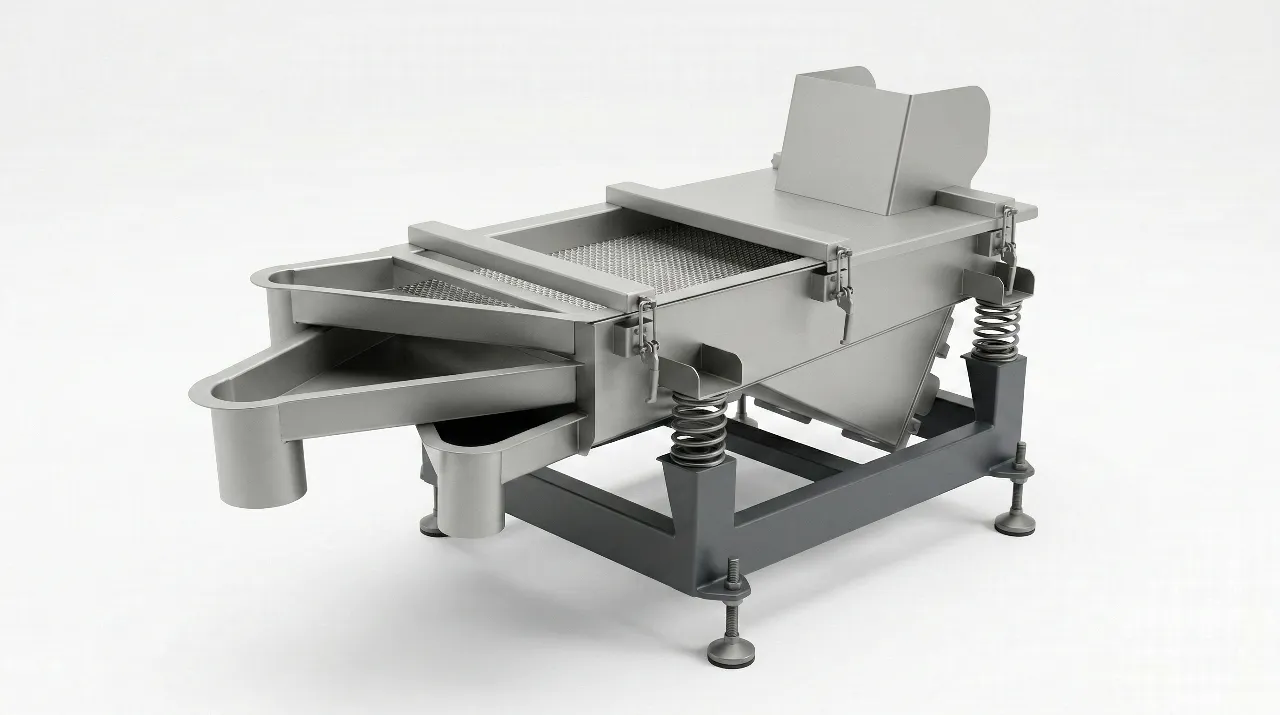
Zentrifugaldryer + Schüttler
Eine Zentrifugal-Trocknungsmaschine entfernt Oberflächewasser aus Pellets <0.5% moisture. A downstream vibration sieve separates fines and oversize pieces before the on-spec pellets are conveyed to bulk-bag filling or silo storage.
Funktionsprinzip
Unsere PET-Granulieranlage durchläuft einen präzisen, mehrstufigen Prozess, um PET-Flakes in hochwertige Pellets umzuwandeln.
1. Fütterung und Feuchtigkeitsentfernung
Ein automatisiertes System steuert die Fütterungsgeschwindigkeit, während ein Kompressor Feuchtigkeit aus den Flakes entfernt.
2. Einzelschneckenextrusion
Im Hochleistungsextruder wird das PET-Material verdichtet, geschmolzen und homogenisiert.
3. Zylinderbehandlung
Der Nitriddrahtzylinder erwärmt das Kunststoffmaterial mit präziser Temperaturkontrolle für ein einheitliches Schmelzen.
4. Vakuumentgasung
In diesem Schritt werden niedermolekulare Stoffe und Restfeuchtigkeit aus dem geschmolzenen PET entfernt.
5. Schmelzfilterung
Eine spezielle Filtrationsstufe verbessert die Reinheit des geschmolzenen Kunststoffs vor der Granulierung.
6. Pelletisierung
Das Unterwasser-Granuliersystem wandelt die geschmolzenen PET-Flakes in gleichmäßige, hochwertige Granulate um.
7. Trocknung und Verpackung
Pellets werden durch einen Schüttler und Zentrifugaldryer getrocknet und dann verpackt für die Verteilung.
Einzel- vs. Doppelschnecken: Welcher ist für PET geeignet?
Für den Standardrecyclingprozess von PET-Flakes ist ein Einzelschneckenextruder die bevorzugte Wahl. Hier ist der Vergleich.
| Faktor | Single-Screw Extruder | Twin-Screw Extruder |
|---|---|---|
| Mechanical Shear | Niedrigerer Scherzwert des Schmelzes — reduziert das Risiko thermischer und mechanischer Kettenbruch in PET. | Höherer Scherzwert — vorteilhaft für dispersive Mischung, kann aber die IV-Zersetzung in PET beschleunigen, wenn er nicht sorgfältig verwaltet wird. |
| IV Preservation | Besser geeignet für die Erhaltung der intrinsischen Viskosität in Standard-rPET-Recyclinganwendungen. | Erfordert sorgfältige Temperatur- und Aufenthaltsdauerkontrolle; besser geeignet, wenn Kettenverlängerer hinzugefügt werden, um die IV wiederherzustellen. |
| Compounding Capability | Beschränkt — hauptsächlich für Schmelzen, Entgasen und Filtrieren sauberer Flakes. | Überlegen — bevorzugt, wenn Füllstoffe, Farbstoffe, Flammschutzmittel oder Kettenverlängerer in den Schmelz hinzugefügt werden. |
| Cost & Complexity | Kostenersparnis, einfacher mechanischer Aufbau, einfache Wartung durch den Bediener. | Höhere Kapital- und Betriebskosten; komplexere Schneckengeometrie und Verschleißteile. |
| Best Suited For | Standardpostkonsum PET-Flakes → Fasern, Folie oder Spritzgusspellets. | Reaktives Kompounding, Einlagerung von Farbkomponenten oder SpezialrPET-Legierungen. |
If your process requires twin-screw compounding capability — wie das Hinzufügen von Kettenverlängerern oder Farbkernmasterbatch zum Schmelz — vergleichen Sie unsere Doppelschnecken-Kompounding-Linie.
Downstream Applications for rPET Pellets
Die IV und Reinheit der Ausgangsgranulate dieser Linie erfüllen die Anforderungen an diese drei großen Endmärkte.
Polyester Fiber & Staple Fiber
IV-Bereich: 0.40–0.65 dL/g. rPET-Granulate aus dieser Linie werden weit verbreitet als Rohstoff für regenerierte Polyesterfaserstäbchen verwendet, die in Textilien, nichtgewebten Materialien und Füllmaterialien eingesetzt werden. Dies ist der größte Volumenabnehmer für post-consumer rPET weltweit.
PET Sheet & Thermoforming
IV-Bereich: 0.70–0.85 dL/g. Geeignet für A-PET oder RPET-Verpackungsfolie, die in Lebensmittellinern, Blister und Schalen verwendet wird. Der Filtrationsabschnitt dieser Linie entfernt Gelpartikel und Verunreinigungen, die sonst als Defekte in transparenten Schichten sichtbar wären.
Injektionsgießmaschine
IV-Bereich: 0.72–0.85 dL/g. rPET-Kugeln sind geeignet für das Injektionsgießen von nicht-lebensmittelverpackenden Behältern, Bänder, Verschlüsse und Engineering-Teilen. Eine konstante Kugelgeometrie durch Unterwasser-Schneiden stellt eine stabile Fütterung in die Injektionsgießmaschinen sicher.
Bottle-Grade rPET (mit SSP)
IV-Bereich: >0.80 dL/g. Für Lebensmittelkontaktflaschenanwendungen (Bottle-to-Bottle-Recycling) können die Kugeln aus dieser Linie in einen nachfolgenden Festkörpersynthese-Reaktor (SSP) geleitet werden, um den IV wiederherzustellen. Dies ist der höchstwertige rPET-Ausgang und erfordert IV ≥0.80 dL/g.
Für den Vorprozess – Sortieren, Zerkleinern und Waschen der PET-Flaschen vor der Kugelbildung – siehe unsere PET-Flaschen-Flocken heiße Waschsystem.
Technische Spezifikationen
Allgemeine Linienparameter. Die genaue Konfiguration wird je Bestellung auf Basis der Rohstoffqualität und des angestrebten Ausgangsgrades spezifiziert.
| Anwendbares Material | Gewaschene nachkonsumierende PET-Flaschenflocken, ≤14 mm |
| Eingangsfeuchtigkeit | ≤3% (w/w) empfohlen am Einlauf |
| Ausgangs-Kugelform | Zylindrisch, 3–5 mm Durchmesser |
| IV Preservation | Typischer IV-Abfall ≤0.05 dL/g (Eingangs-IV 0.72–0.80 → Ausgangs-IV 0.68–0.76 dL/g) |
| Schraubendurchmesser | 100 mm – 160 mm (je nach Modell) |
| L/D-Verhältnis | 30:1 – 36:1 |
| Fasszonen | 6–8 unabhängig kontrollierte Temperaturzonen |
| Entgasungssystem | 2-Zonen-Vakuumbegasung (doppeltürig) |
| Schmelzefiltration | Hydraulischer automatischer Siebwechsler (Rückspültyp); 40–150 µm wählbar |
| Pelletiermethode | Unterwasser-Kugelbildung |
| Kontrollsystem | PLC + HMI Farb-Touchscreen |
| Ausgangs-Kapazitätsbereich | 300 – 1,200 kg/h |
Verfügbare Modelle
| Modell | Schraubendurchmesser | Hauptmotorleistung | Leistung (kg/h) |
|---|---|---|---|
| CT-100 | 100 mm | 90 kW | 300 |
| CT-130 | 130 mm | 132 kW | 600 |
| CT-140 | 140 mm | 160 kW | 900 |
| CT-160 | 160 mm | 250 kW | 1,200 |
Häufig gestellte Fragen
Die Kugelbildung verwandelt gewaschene PET-Flocken in einheitliche, dichte Granulate (typischerweise 3–5 mm). Diese standardisierte Form ermöglicht höhere Werte im nachfolgenden Wiederverwendungsbereich – einschließlich Polyesterfaser-Spinnen, PET-Scheiben-Extrusion und Injektionsgießen – wo Flocken-Rohstoff direkt nicht verwendbar wären. Kugeln fließen auch zuverlässiger durch nachfolgende Verarbeitungseinrichtungen und sind einfacher zu transportieren und zu lagern als Flocken.
PET ist stark hygroskopisch. Selbst 300–500 ppm Restfeuchtigkeit im Schmelzpunkt lösen hydrolytische Kettenbruchreaktionen aus – die langen Polymerketten werden zerrissen und die intrinsische Viskosität (IV) fällt. Eine niedrigere IV bedeutet schwächere mechanische Eigenschaften und reduzierte Eignung für anspruchsvolle Anwendungen. Diese Linie behandelt Feuchtigkeit auf zwei Ebenen: Der Kompressor bietet eine erste Vor-trocknung und Verdichtung, und das 2-Zonen-Vakuumbegasungssystem zieht Restdämpfe aus dem Schmelzpunkt, um den typischen IV-Abfall auf ≤0.05 dL/g zu begrenzen.
Ja. Das Schmelzfilterungssystem kann mit verschiedenen Siebfeinheiten (40–150 µm) und Filterwechselsystemen konfiguriert werden, um dem Kontaminationsgrad Ihres Eingangsstroms gerecht zu werden. Gut sortierte postkonsumflakes können eine Standard-Siebpackung verwenden, während stark kontaminierte Ströme von einem hydraulischen automatischen Siebwechsler (Rückspültyp) profitieren, um die Ausgangsrate ohne Produktionsunterbrechungen zu erhalten.
Postkonsum PET-Flakes betreten die Linie in der IV 0.72–0.80 dL/g. Mit richtiger Komprimierung, Vakuumentgasung und kontrollierten Fasstemperaturen behalten die typischen Ausgangsgranulate eine IV von 0.68–0.76 dL/g bei, was den Spezifikationen für Polyesterfaser (0.40–0.65 dL/g) entspricht und nahe am Schwellenwert für PET-Folien und Spritzgießgrade (0.70–0.85 dL/g) liegt. Für Flaschen-zu-Flasche-Qualität, die eine IV >0.80 dL/g erfordert, ist eine nachfolgende Festkörpersynthese (SSP)-Stufe erforderlich.
Ein Einzelschneckenextruder wendet weniger mechanische Scherung auf den Schmelzstoff an, was die IV bei der Standard-PET-Flakes-Recycling besser erhält. Zweischneckenextruder bieten überlegene verteilte Mischung und sind bevorzugt, wenn Additive (Kettenverlängerer, Farbstoffe, Füllstoffe) in den Schmelzstoff eingemischt werden — aber ihre höhere Scherung und Komplexität erhöhen die Kosten und das Risiko einer stärkeren IV-Abnahme bei einfachem Flakes-zu-Pellet-Recycling. Die meisten postkonsum PET-Pelletieranlagen verwenden aus diesem Grund eine Einzelschneckenkonfiguration.
Ja. Fernkommissionierungshinweise und Bedienertraining sind für alle Linien verfügbar. Alle Maschinen werden mit einer 1-jährigen begrenzten Garantie geliefert, die Fertigungsfehler auf wichtigen mechanischen und elektrischen Komponenten abdeckt. Ersatzteile und fortlaufender technischer Support sind über die Garantiezeit hinaus erhältlich. Kontaktieren Sie uns, um Ihre Installationsanforderungen zu besprechen.
Garantie & Anpassung
1 Jahr beschränkte Garantie
Alle Maschinen sind mit einer einjährigen begrenzten Garantie ausgestattet, die Fertigungsfehler auf wichtige mechanische und elektrische Komponenten abdeckt, mit Ersatzteilen und technischer Unterstützung nach der Garantiezeit.
Konfigurierbar nach Ihren Anforderungen
Linienkonfiguration — einschließlich Schneckendurchmesser, Filtersortiment, Entgasungsintensität und Pelletiermethode — wird pro Bestellung auf Basis Ihres Kontaminationsgrades des Rohmaterials, der erforderlichen Ausgangskapazität (kg/h) und des angestrebten Pelletgrades (Faser, Folie oder Spritzgießform) spezifiziert.
Fernkommissionierung & Training
Installationsanweisungen, Linienkommissionierungssupport und Bedienertraining sind verfügbar, um Ihnen zu helfen, so schnell wie möglich eine stabile Produktionsausgabe zu erreichen.
Komplette PET-Recycling-Linienintegration
Diese Pelletieranlage ist so konzipiert, dass sie als letzter Schritt eines vollständigen PET-Flaschenrecycling-Systems arbeitet. Sehen Sie die volle Palette der Plastikpelletieranlagen an, die wir anbieten, um die richtige Konfiguration für Ihre Betriebsweise zu finden.
Fordern Sie ein Angebot für Ihr PET-Granuliersystem an
Kontaktieren Sie uns noch heute, um Preise, Lieferzeiten und einen individuellen Layoutvorschlag für Ihre PET-Granulieranlage zu erhalten.