



Liniă de granulare pentru flăcări de sticle PET unic ax
O linie de extrudare cu singur cilindru alimentată de un comprimat, cu degazificare în vacuum cu două zone și granulare subacvatică — transformă flăcările de sticle PET spălate în grănițe rPET uniforme la 300–1,200 kg/h, limitând scăderea viscozității intrinsece (IV) la ≤0.05 dL/g.
- Comprimatul preîncălzește și densifică flăcările pentru o alimentare stabilă și consistentă a extruderului.
- Degazificarea în vacuum cu două zone elimină umiditatea reziduală și volatilele pentru a păstra IV.
- Granularea subacvatică produce grănițe cilindrice uniforme de 3–5 mm pentru fibră, foaie și molderare prin injecție.
300–1,200
Interval de producție 300–1,200 kg/h
≤0.05
dL/g scădere IV (viscozitate păstrată)
4 Stadii
Proces: Compact → Extrude → Filtrare → Granulare
1 An
Garanție limitată de 1 an pentru componente cheie
Prezentare generală a echipamentelor
Aranjament complet de granulare
Linia integrează un comprimat/preîncălzitor, extruder cu singur cilindru, degazificare în vacuum cu două zone, filtrare a ciorbei, cap de granulare subacvatică și uscător centrifug în un singur layout de producție continuă. Flăcările de sticle PET intră la un capăt; grănițele rPET uscate și uniforme ies la celălalt.
Subsistem de granulare și uscare subacvatică
Granulatorul subacvatic taie ciorba în grănițe cilindrice de 3–5 mm, care sunt imediat răcite în apă circulantă pentru a preveni aglomerarea. Un uscător centrifug elimină umiditatea de pe suprafață, iar un siftor vibrant separă particulele fine înainte ca grănițele să fie transportate pentru ambalare.
Componente de bază
Fiecare etapă a liniei este proiectată special pentru cerințele termice și rheologice specifice ale PET reciclat.
Comprimat / Preîncălzitor
Densifică flăcările PET libere prin căldură de frecare, reducând volumul și eliminând umiditatea de pe suprafață înainte ca materialul să intre în cilindruul extruderului. Această etapă critică stabilește rata de alimentare și permite o presiune a ciorbei constantă.
Extruder cu singur cilindru (Oțel nitridat)
Un cilindru de oțel nitridat (L/D 30:1–36:1) topește și omogenizează PET cu tăiere controlată — suficient de mică pentru a limita degradarea lanțului și pierderea IV. Temperatura de operare este de obicei 265–285 °C, în funcție de calitatea ciorbei.
Degazificare în vacuum cu două zone
Două porturi de vacuum independente trag vapori de umiditate reziduală, acetaldehidă și alte volatile de moleculă mică din ciorbă. Împreună cu preîncălzirea comprimatului, acest lucru limitează scăderea IV la tipic ≤0.05 dL/g.
Filtrare a ciorbei (Schimbător automat de siftre)
Un schimbător automat de siftre hidraulic (tip back-flush) elimină continuu contaminanții solizi din fluxul ciorbei fără a opri producția. Finimea filtrului este selectabilă (40–150 µm) în funcție de cerințele de puritate ale producției.
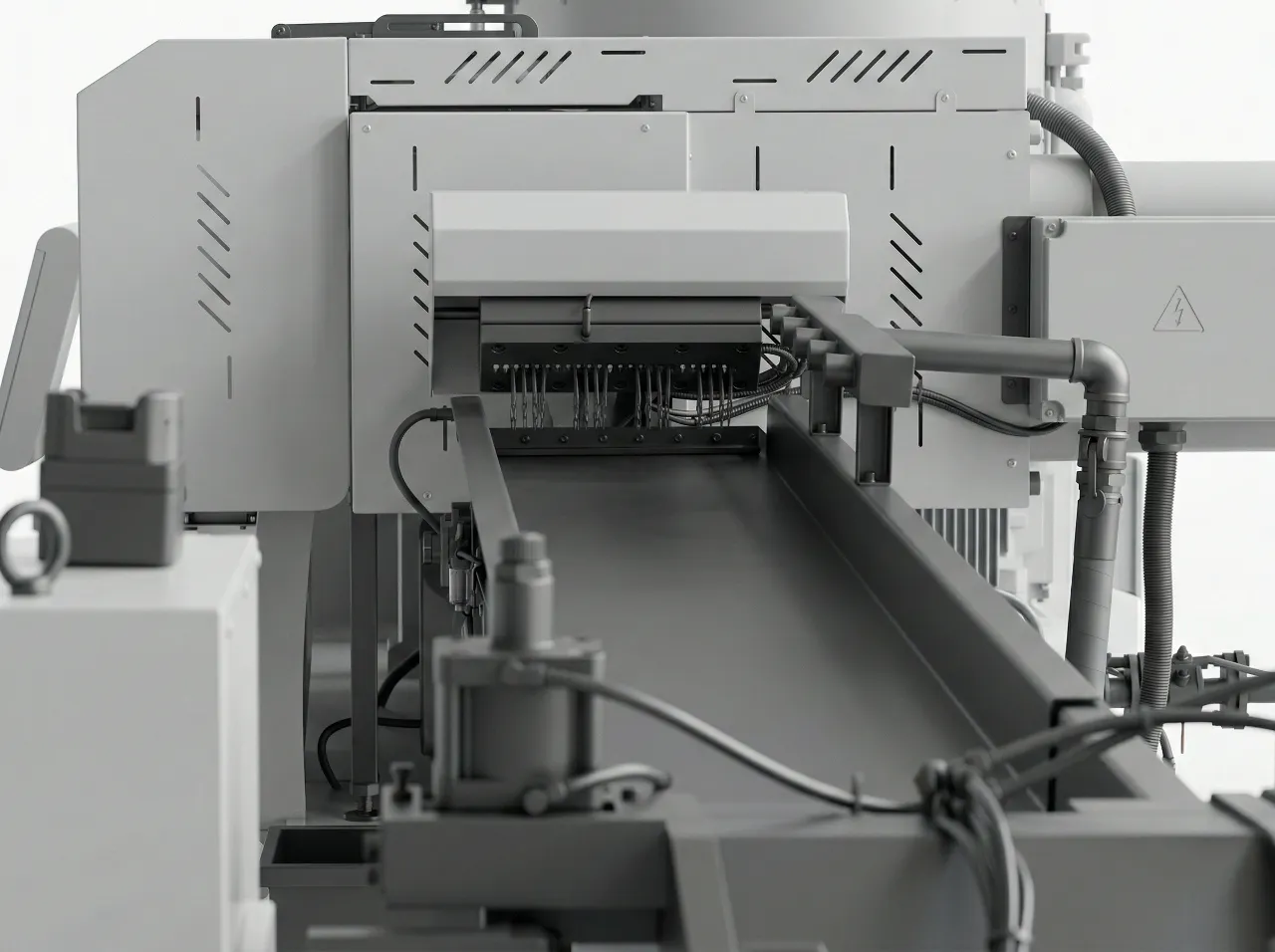
Cap de granulare subacvatică
Tăietorul cu față de dieu funcționează subacvatic, răcind instant fiecare filă în grănițe cilindrice uniforme de 3–5 mm. Granularea răcită cu apă previne deformarea și aglomerarea, oferind un produs consistent, fără praf.
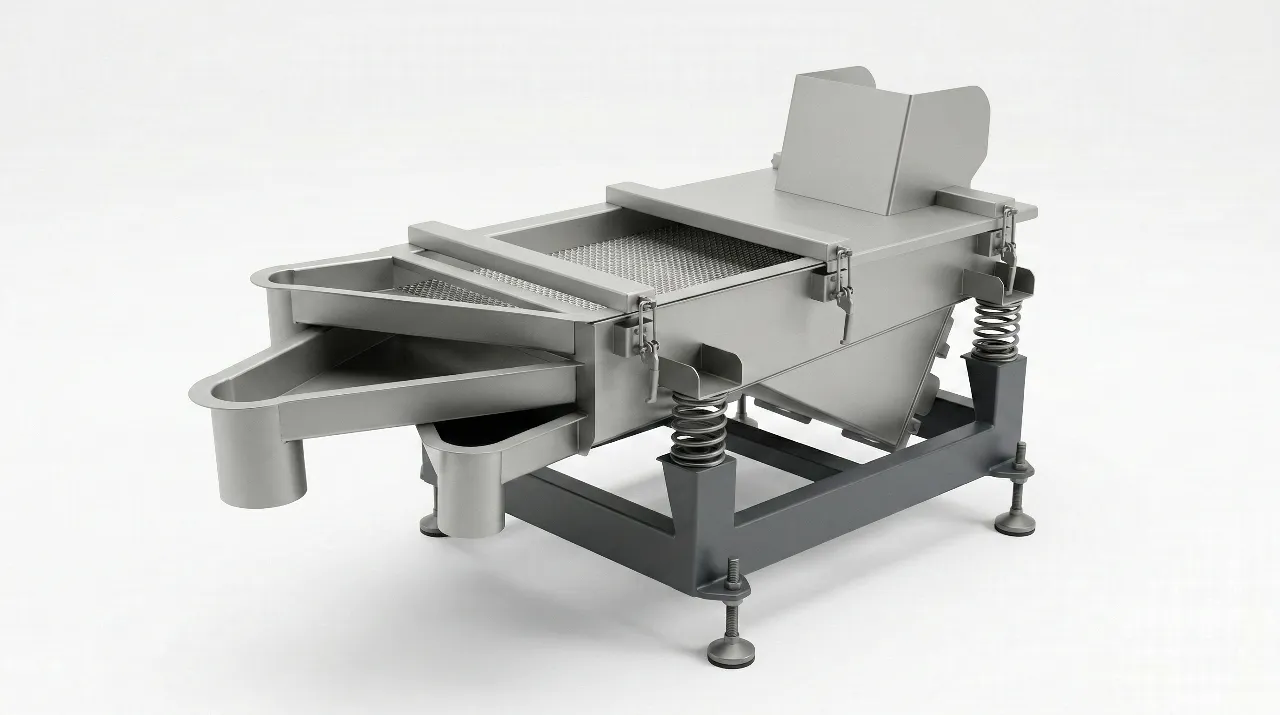
Uscător centrifug + Siftor vibrant
A centrifugal dryer removes surface water from pellets to <0.5% moisture. A downstream vibration sieve separates fines and oversize pieces before the on-spec pellets are conveyed to bulk-bag filling or silo storage.
Principiul de lucru
Linia noastră de peletizare PET urmează un proces precis în mai multe etape pentru a transforma fulgii de PET în pelete de înaltă calitate.
1. Alimentare și Eliminarea Umidității
Un sistem automat controlează viteza de alimentare, în timp ce un comprimator elimină umiditatea din plăci.
2. Extrudare cu Singură Rotiță
Materialul PET este supus compactării, topirii și omogenizării în extruderul de înaltă performanță.
3. Procesare a Barilului
Barilul din oțel nitridat încălzește plasticul cu control precis al temperaturii pentru topirea consistentă.
4. Vacuum Degassing
Această etapă îndepărtează materialele cu greutate moleculară mică și umiditatea reziduală din PET-ul topit.
5. Filtrare a Meltului
O etapă de filtrare dedicată îmbunătățește puritatea plasticului topit înainte de peletizare.
6. Pelletizare
Sistemul de peletizare subacvatică transformă fulgii de PET topiți în granule uniforme, de înaltă calitate.
7. Uscare și Ambalare
Granulele sunt uscate prin un siftere vibrante și un uscător centrifug, apoi ambalate pentru distribuție.
Single-Screw vs. Twin-Screw: Which Is Right for PET?
For standard PET bottle flake recycling, a single-screw extruder is the preferred choice. Here is how it compares.
| Factor | Single-Screw Extruder | Twin-Screw Extruder |
|---|---|---|
| Mechanical Shear | Lower shear stress on the melt — reduces risk of thermal and mechanical chain scission in PET. | Higher shear — advantageous for dispersive mixing but can accelerate IV degradation in PET if not carefully managed. |
| IV Preservation | Better suited for preserving intrinsic viscosity in standard rPET recycling applications. | Requires careful temperature and residence time control; more suitable when chain extenders are added to rebuild IV. |
| Compounding Capability | Limited — mainly for melting, degassing, and filtration of clean flakes. | Superior — preferred when adding fillers, colorants, flame retardants, or chain extenders to the melt. |
| Cost & Complexity | Lower capital cost, simpler mechanical design, easier operator maintenance. | Higher capital and operating cost; more complex screw geometry and wear parts. |
| Best Suited For | Standard post-consumer PET bottle flake → fiber, sheet, or injection molding pellets. | Reactive compounding, colour masterbatch incorporation, or specialty rPET alloys. |
If your process requires twin-screw compounding capability — such as adding chain extenders or colour masterbatch to the melt — see our twin-screw compounding line for comparison.
Downstream Applications for rPET Pellets
The IV and purity of output pellets from this line meet the requirements for these three major end markets.
Polyester Fiber & Staple Fiber
IV range: 0.40–0.65 dL/g. rPET pellets from this line are widely used as feedstock for regenerated polyester staple fiber, used in textiles, non-wovens, and filling materials. This is the largest volume outlet for post-consumer rPET globally.
PET Sheet & Thermoforming
IV range: 0.70–0.85 dL/g. Suitable for A-PET or RPET packaging sheet used in food trays, blisters, and clamshells. The melt filtration stage in this line removes gel particles and impurities that would otherwise show as defects in transparent sheet.
Iniețare Molding
IV interval: 0.72–0.85 dL/g. RPET granulele sunt potrivite pentru iniețarea de containere nealimentare, bandajare, capcane și piese de inginerie. Geometria granulelor consistentă datorită tăierii subacvatice asigură alimentarea stabilă în mașinile de iniețare.
rPET de grad de sticlă (cu SSP)
IV interval: >0.80 dL/g. Pentru aplicații de sticle de contact alimentar (reciclare sticlă-la-sticlă), granulele de la această linie pot fi direcționate către un reactor Solid State Polymerization (SSP) pentru reconstrucția IV. Acesta este cel mai valoros punct de ieșire rPET și necesită IV ≥0.80 dL/g.
Pentru procesul upstream – sortarea, zdrobirea și spălarea sticlelor PET de intrare înainte de granulizare – consultați Sistem de spălare fierbinte a flăcărilor de sticlă PET.
Specificatii tehnice
Parametrii generali ai liniei. Configurația exactă este specificată per comandă pe baza calității materiilor prime și a gradului de ieșire țintă.
| Material aplicabil | Flăcări de sticlă PET spălate post-consumator, ≤14 mm |
| Umiditate la intrare | Recomandat ≤3% (w/w) la intrare |
| Forma Granulelor de Ieșire | Cilindrice, diametru 3–5 mm |
| IV Preservation | Scăderea tipică a IV ≤0.05 dL/g (IV intrant 0.72–0.80 → IV ieșire 0.68–0.76 dL/g) |
| Diametrul șurubului | 100 mm – 160 mm (variază în funcție de model) |
| Raportul L/D | 30:1 – 36:1 |
| Zonă Baril | 6–8 zone de temperatură controlate independent |
| Sistem de degazare | Degazificare vacuum în două zone (cu două porturi) |
| Filtrare prin topire | Schimbător automat de ecran hidraulic (tip back-flush); 40–150 µm selectabile |
| Metoda de Pelare | Granulizare subacvatică |
| Sistem de control | PLC + HMI interfață tactilă color |
| Gamă de Capacitate de Ieșire | 300 – 1,200 kg/h |
Modele Disponibile
| Model | Diametrul șurubului | Puterea motorului principal | Producție (kg/h) |
|---|---|---|---|
| CT-100 | 100 mm | 90 kW | 300 |
| CT-130 | 130 mm | 132 kW | 600 |
| CT-140 | 140 mm | 160 kW | 900 |
| CT-160 | 160 mm | 250 kW | 1,200 |
Întrebări frecvente
Granulizarea transformă flăcările de PET spălate în granule dense și uniforme (de obicei 3–5 mm). Această formă standardizată deschide utilizarea mai valoroasă a downstream – inclusiv trăirea fibrelor din polistiren, extrudarea foii din PET și iniețarea.
PET este foarte higroscop. Chiar și 300–500 ppm de umiditate reziduală în topire declanșează scindarea lanțului hidrolitic – ruperea lanțurilor polimerice lungi și scăderea viscozității intrinsece (IV). O IV mai mică înseamnă proprietăți mecanice mai slabe și o reducere a potrivirii pentru aplicații solicitante. Această linie abordează umiditatea pe două fronturi: compactoarele oferă pre-uscarea inițială și densificarea, iar sistemul de degazificare vacuum în două zone extrage vapourii reziduali din topire, menținând scăderea tipică a IV ≤0.05 dL/g.
Da. Sistemul de filtrare a topirii poate fi configurat cu diferite finețe de ecrane (40–150 µm) și mecanisme de schimbare a filtrului pentru a se potrivi la nivelul de contaminare al fluxului de intrare. Flăcările post-consumator bine sortate pot folosi un pachet de ecran standard, în timp ce fluxurile foarte contaminate beneficiază de un schimbător de ecran hidraulic automat (tip back-flush) pentru a menține rata de ieșire fără oprirea producției.
Flăcările de butoaie de PET post-consumator intră în linie la IV 0.72–0.80 dL/g. Cu compactare adecvată, degazare vacuum și temperaturi controlate ale cilindrelor, bilele de ieșire tipic rețin un IV de 0.68–0.76 dL/g. Acest lucru îndeplinește specificațiile pentru fibra de polistiren (0.40–0.65 dL/g) și este la sau aproape de pragul pentru granele de foaie și injectare PET (0.70–0.85 dL/g). Pentru gradul de butoi la butoi care necesită IV >0.80 dL/g, ar fi necesar un stadiu de Polimerizare Solidă (SSP) în aval.
Un extruder cu singur cilindru aplică o tăiere mecanică inferioară a topirii, ceea ce păstrează mai bine IV în reciclarea standard a flăcărilor de butoaie de PET. Granulatorii cu doi cilindri oferă o mixare distributivă superioară și sunt preferați atunci când se compun aditivi (extensori de lanț, coloranți, umpluturi) în topire — dar tăierea lor mai mare și complexitatea adaugă cost și riscul unei degradări mai mari a IV pentru reciclarea simplă flăcări-la-pellet.
Da. Ghidarea de comisionare la distanță și formarea operatorilor sunt disponibile pentru toate liniile. Toate mașinile sunt livrate cu o garanție limitată de 1 an care acoperă defectele de fabricație pe componentele mecanice și electrice cheie. Piesele de schimb și suportul tehnic continuu sunt disponibile după perioada de garanție. Contactați-ne pentru a discuta cerințele dvs. de instalare.
Garanție și personalizare
Garantare limitată de 1 an
Toate mașinile includ o garanție limitată de un an care acoperă defectele de fabricație pe componentele mecanice și electrice cheie, cu piese de schimb și suport tehnic disponibile după perioada de garanție.
Configurabil la Cerințele Dvs.
Configurarea liniei — inclusiv diametrul cilindrului, tipul filtrului, intensitatea degazării și metoda de granulare — este specificată per comandă pe baza nivelului de contaminare al materiilor prime, capacității de ieșire necesare (kg/h) și a granei de pellet țintă (fibră, foaie sau injectare).
Comisionare la Distanță și Formare
Ghidarea de instalare, suportul pentru comisionarea liniei și formarea operatorilor sunt disponibile pentru a vă ajuta să atingeți o producție stabilă cât mai rapid posibil.
Integrarea Completei Liniilor de Reciclare PET
Această linie de granulare este concepută pentru a funcționa ca stadiul final al unui sistem complet de reciclare a butoaielor de PET. Vizualizați intreaga gamă de mașini de granulare plastic pe care le oferim pentru a găsi configurația potrivită pentru operațiunea dvs.
Obțineți o ofertă pentru sistemul dvs. de peletizare PET
Contactați-ne astăzi pentru a primi prețuri, termene de livrare și o propunere de configurație personalizată pentru linia dumneavoastră de peletizare PET.