



Ligne de pelletisation à flaque de bouteille en PET à vis unique
Ligne d'extrudeuse à vis unique alimentée par un compacteur avec dégazage sous vide à 2 zones et granulation sous l'eau - conversion de paillettes de bouteilles en PET lavées en pâtes rPET uniformes à 300–1 200 kg/h tout en limitant la perte d'indice de viscosité intrinsèque (IV) à ≤0.05 dL/g.
- Le compacteur préchauffe et densifie les paillettes pour un alimentation stable et constante de l'extrudeuse.
- Le dégazage sous vide à 2 zones élimine l'humidité résiduelle et les volatiles pour préserver l'IV.
- La granulation sous l'eau produit des pâtes cylindriques uniformes de 3–5 mm pour les fibres, les feuilles et le moulage par injection.
300–1 200
Gamme de production de 300–1 200 kg/h
≤0.05
Perte d'IV (viscosité préservée) de ≤0.05 dL/g
4 Étapes
Processus en 4 étapes : Compact → Extruder → Filtrer → Granuler
1 An
Garantie limitée de 1 an sur les composants clés
Aperçu de l'équipement
Agencement complet de granulation
La ligne intègre un compacteur/préchauffeur, une extrudeuse à vis unique, un dégazage sous vide à 2 zones, un filtrage de fusion, une tête de granulation sous l'eau et un sécheur centrifuge dans un agencement de production continue. Les paillettes de bouteilles en PET entrent par un extrémité ; les pâtes rPET sèches et uniformes sortent par l'autre extrémité.
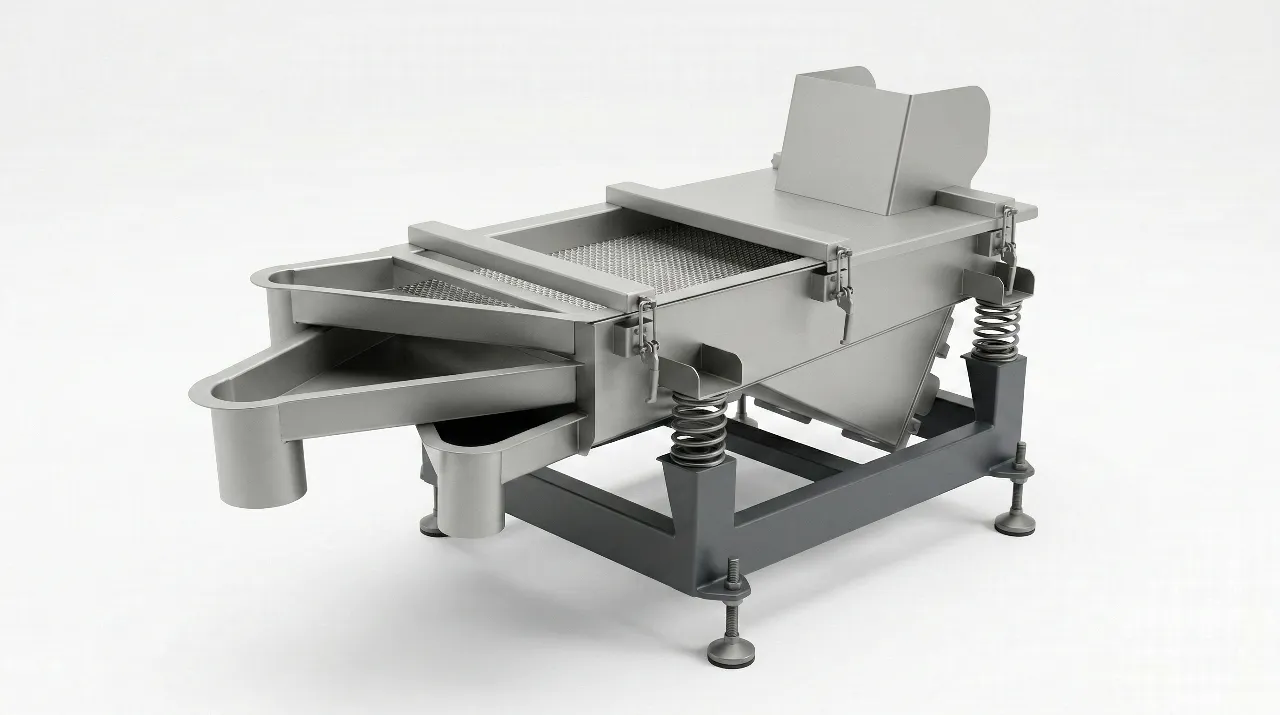
Sous-système de granulation sous l'eau et séchage
La tête de granulation sous l'eau coupe le mélange en pâtes cylindriques de 3–5 mm, qui sont immédiatement refroidies dans l'eau circulant pour éviter l'agglomération. Un sécheur centrifuge élimine ensuite l'humidité superficielle, et un tamis vibrant sépare les fines avant que les pâtes ne soient transportées pour l'emballage.
Composants principaux
Chaque étape de la ligne est conçue spécifiquement pour répondre aux exigences thermiques et rhéologiques spécifiques du PET recyclé.
Compacteur / Préchauffeur
Densifie les paillettes en PET légères par friction thermique, réduisant le volume en vrac et expulsant l'humidité superficielle avant que le matériau n'entre dans le fût de l'extrudeuse. Cette étape critique stabilise le taux d'alimentation et permet une pression de fusion constante.
Extrudeuse à vis unique (acier nitridé)
Une vis en acier nitridé usinée avec précision (L/D 30:1–36:1) fond et homogénéise le PET avec une cisaillement contrôlé - suffisamment bas pour limiter la dégradation de la chaîne et la perte d'IV. La température de fonctionnement est généralement de 265–285 °C en fonction de la qualité du mélange.
Dégazage sous vide à 2 zones
Deux ports de vide indépendants tirent l'humidité résiduelle sous forme de vapeur, de l'acétaldéhyde et d'autres volatiles à faible poids moléculaire du mélange. Ensemble avec le pré-drying du compacteur, cela limite la perte d'IV à généralement ≤0.05 dL/g.
Filtrage de fusion (changeur de tamis automatique)
Un changeur de tamis automatique hydraulique (type back-flush) élimine en continu les contaminants solides du flux de fusion sans arrêter la production. La finesse du filtre est sélectionnable (40–150 µm) en fonction des exigences de pureté de la production.
Tête de granulation sous l'eau
Le coupeur à face de die opère sous l'eau, refroidissant instantanément chaque filon en pâtes cylindriques uniformes de 3–5 mm. La granulation refroidie par l'eau prévient la déformation et l'agglomération, produisant un produit uniforme et sans poussière.
Sécheur centrifuge + Tamis vibrant
Un sécheur centrifuge élimine l'eau superficielle des granulés <0.5% moisture. A downstream vibration sieve separates fines and oversize pieces before the on-spec pellets are conveyed to bulk-bag filling or silo storage.
Principe de fonctionnement
Notre ligne de granulation de PET suit un processus précis en plusieurs étapes pour transformer les flocons de PET en granulés de haute qualité.
1. Alimentation et élimination de l'humidité
Un système automatisé contrôle la vitesse d'alimentation, tandis qu'un compacteur élimine l'humidité des paillettes.
2. Extrusion à vis unique
Le matériau PET subit un compactage, une fusion et une homogénéisation dans l'extrudeuse haute performance.
3. Traitement du fût
Le fût en acier nitridé chauffe le plastique avec un contrôle de température précis pour une fusion constante.
4. Dégazage sous vide
Cette étape élimine les matières de faible poids moléculaire et l'humidité résiduelle du PET fondu.
5. Filtration du mélange fondu
Une étape de filtration dédiée améliore la pureté du plastique fondu avant la granulation.
6. Pellettisation
Le système de granulation sous-marine transforme les flocons de PET fondus en granulés uniformes et de haute qualité.
7. Séchage et conditionnement
Les granulés sont séchés par un tamis vibrant et un sécheur centrifuge, puis emballés pour la distribution.
Single-Screw vs. Twin-Screw : quelle est la meilleure option pour le PET ?
Pour le recyclage standard des copeaux de bouteilles en PET, l'extrudeuse à vis unique est le choix préféré. Voici comment elle se compare.
| Facteur | Single-Screw Extruder | Twin-Screw Extruder |
|---|---|---|
| Mechanical Shear | Moins de stress de cisaillement sur le mélange — réduit le risque de scission thermique et mécanique dans le PET. | Plus de cisaillement — avantageux pour le mélange dispersif mais peut accélérer la dégradation de l'IV dans le PET si elle n'est pas gérée avec soin. |
| IV Preservation | Plus adapté à la préservation de la viscosité intrinsèque dans les applications de recyclage standard rPET. | Nécessite un contrôle soigneux de la température et du temps de séjour ; plus approprié lorsque des chaînes extenseurs sont ajoutées pour reconstruire l'IV. |
| Compounding Capability | Limité — principalement pour le fondu, le dégazage et le filtrage des copeaux propres. | Supérieur — préféré lorsque des additifs (extenseurs de chaîne, colorants, flame retardants) ou des chaînes extenseurs sont ajoutés au mélange. |
| Cost & Complexity | Coût de capital inférieur, conception mécanique simple, maintenance de l'opérateur facile. | Coût de capital et d'exploitation supérieur ; géométrie de vis plus complexe et pièces d'usure. |
| Best Suited For | Standard de copeaux de bouteille en PET post-consommateur → fibre, feuille ou granulés d'injection. | Mélange réactif, incorporation de masterbatch de couleur ou alliages rPET spécialisés. |
If your process requires twin-screw compounding capability — tels que l'ajout d'extenseurs de chaîne ou de masterbatch de couleur au mélange — voir notre ligne de mélange à vis twin-screw pour la comparaison.
Downstream Applications for rPET Pellets
L'IV et la pureté des granulés de sortie de cette ligne répondent aux exigences de ces trois principaux marchés.
Polyester Fiber & Staple Fiber
IV gamme : 0.40–0.65 dL/g. Les granulés rPET de cette ligne sont largement utilisés comme matière première pour les fibres de polyester régénéré, utilisées dans les textiles, les non-tissés et les matériaux de garnissage. C'est le plus grand volume de débouché pour le rPET post-consommateur à l'échelle mondiale.
PET Sheet & Thermoforming
IV gamme : 0.70–0.85 dL/g. Idéal pour les emballages en PET A ou RPET utilisés dans les plateaux alimentaires, les blister et les coquilles. L'étape de filtrage du mélange de cette ligne élimine les particules de gel et les impuretés qui apparaîtraient autrement sous forme de défauts dans la feuille transparente.
Moule à injection
IV range: 0.72–0.85 dL/g. Les granulés rPET sont adaptés à l'injection de contenants non alimentaires, des bandes, des bouchons et des pièces techniques. La géométrie constante des granulés grâce à la coupe sous l'eau assure un alimentation stable dans les machines à injection.
Bottle-Grade rPET (avec SSP)
IV range: >0.80 dL/g. Pour les applications de bouteilles en contact avec les aliments (recyclage bouteille à bouteille), les granulés de cette ligne peuvent être dirigés vers un réacteur de polymérisation en état solide (SSP) pour reconstruire l'IV. Il s'agit de la sortie rPET de la plus haute valeur et nécessite IV ≥0.80 dL/g.
Pour le processus en amont - tri, broyage et lavage des bouteilles PET avant granulation - voir notre système de lavage chaud de paillettes de bouteille PET.
Spécifications techniques
Paramètres généraux de la ligne. La configuration exacte est spécifiée par commande en fonction de la qualité du matière première et du grade de sortie cible.
| Matériel applicable | Paillettes de bouteille PET lavées post-consommation, ≤14 mm |
| Humidité d'entrée | ≤3% (w/w) recommandé à l'entrée |
| Forme des granulés de sortie | Cylindrique, diamètre de 3–5 mm |
| IV Preservation | IV typique ≤0.05 dL/g (IV d'entrée 0.72–0.80 → IV de sortie 0.68–0.76 dL/g) |
| Diamètre de la vis | 100 mm – 160 mm (varie selon le modèle) |
| Rapport L/D | 30:1 – 36:1 |
| Zones de tonneau | 6–8 zones de température contrôlées indépendamment |
| Système de dégazage | Dégazage sous vide à 2 zones (double port) |
| Filtration par fusion | Changeur de tamis hydraulique auto (type back-flush); 40–150 µm sélectionnable |
| Méthode de granulation | Granulation sous l'eau |
| Système de contrôle | PLC + HMI écran tactile couleur |
| Gamme de capacité de sortie | 300 – 1,200 kg/h |
Modèles disponibles
| Modèle | Diamètre de la vis | Puissance du moteur principal | Débit (kg/h) |
|---|---|---|---|
| CT-100 | 100 mm | 90 kW | 300 |
| CT-130 | 130 mm | 132 kW | 600 |
| CT-140 | 140 mm | 160 kW | 900 |
| CT-160 | 160 mm | 250 kW | 1,200 |
Foire aux questions
La granulation transforme les paillettes PET lavées en granulés uniformes et denses (généralement 3–5 mm). Cette forme standardisée ouvre la voie à une réutilisation à valeur ajoutée en aval - y compris le filage de polyester, l'extrusion de feuilles PET et l'injection -, où le substrat en paillettes ne serait pas directement utilisable. Les granulés s'écoulent également plus fiablement à travers les équipements de traitement en aval et sont plus faciles à transporter et à stocker que les paillettes.
Le PET est fortement hygroscopique. Même 300–500 ppm de humidité résiduelle dans le mélange déclenche la scission de chaîne hydrolytique - brisant les longues chaînes polymères et abaissant l'intrinsique viscosity (IV). Une IV plus basse signifie des propriétés mécaniques faibles et une réduction de la suitability pour des applications exigeantes. Cette ligne s'attaque à l'humidité sous deux fronts : le compacteur assure une pré-déshydratation et une densification initiale, et le système de dégazage sous vide à 2 zones tire les vapeurs résiduelles du mélange, en maintenant l'IV typique à ≤0.05 dL/g.
Oui. Le système de filtration du mélange peut être configuré avec différentes finesse de maille (40–150 µm) et mécanismes de changement de filtre pour s'adapter au niveau de contamination de votre flux d'entrée. Les copeaux post-industriels ou bien triés peuvent utiliser un ensemble de maille standard, tandis que les flux fortement contaminés bénéficient d'un changeur de maille hydraulique auto (type back-flush) pour maintenir le taux de sortie sans arrêt de production.
Les copeaux de bouteille en PET post-consommateur entrent généralement dans la ligne à une IV de 0.72–0.80 dL/g. Avec un compactage approprié, un dégazage sous vide et des températures de tronc de cuve contrôlées, les granulés de sortie conservent généralement une IV de 0.68–0.76 dL/g. Cela répond à la spécification pour les fibres de polyester (0.40–0.65 dL/g) et est à ou près du seuil pour les grades de feuille et d'injection de PET (0.70–0.85 dL/g). Pour le grade bouteille-vers-bouteille nécessitant une IV >0.80 dL/g, une étape de Polymérisation Solide (SSP) à aval serait nécessaire.
Un extrudeuse à vis unique applique un cisaillement mécanique inférieur au mélange, ce qui préserve mieux l'IV dans le recyclage standard des copeaux de bouteille en PET. Les extrudeuses twin-screw offrent un mélange distributif supérieur et sont préférées lorsque des additifs (extenseurs de chaîne, colorants, additifs) sont ajoutés au mélange — mais leur cisaillement supérieur et leur complexité ajoutent des coûts et le risque d'une dégradation de l'IV plus importante pour le recyclage direct copeau-vers-granulé. La plupart des usines de granulation de PET post-consommateur utilisent une configuration à vis unique pour cette raison.
Oui. Des guides de commissionnement à distance et une formation des opérateurs sont disponibles pour toutes les lignes. Toutes les machines sont livrées avec une garantie limitée d'une année couvrant les défauts de fabrication sur les composants mécaniques et électriques clés. Des pièces de rechange et un soutien technique sont disponibles au-delà de la période de garantie. Contactez-nous pour discuter de vos besoins d'installation.
Garantie et personnalisation
Garantie limitée de 1 an
Toutes les machines incluent une garantie limitée d'une année couvrant les défauts de fabrication sur les composants mécaniques et électriques clés, avec des pièces de rechange et un soutien technique disponibles après la période de garantie.
Configurable to Your Requirements
Configuration de la ligne — y compris le diamètre de la vis, le type de filtre, l'intensité de dégazage et la méthode de granulation — est spécifiée par commande en fonction de votre niveau de contamination des matières premières, de la capacité de sortie requise (kg/h) et du grade de granulés cible (fibre, feuille ou injection).
Remote Commissioning & Training
Des guides d'installation, un soutien à la commissionning de la ligne et une formation des opérateurs sont disponibles pour vous aider à atteindre une production stable aussi rapidement que possible.
Complete PET Recycling Line Integration
Cette ligne de granulation est conçue pour fonctionner en tant que dernière étape d'un système complet de recyclage des bouteilles en PET. Consultez la gamme complète de machines à granuler en plastique que nous offrons pour trouver la configuration appropriée pour votre exploitation.
Obtenez un devis pour votre système de granulation pour animaux de compagnie
Contactez-nous dès aujourd'hui pour recevoir un devis, un délai de livraison et une proposition d'agencement personnalisé pour votre ligne de granulation de PET.