



Linia do granulacji proszku z butelek PET jednosurowcowego
Linię jednosurowcowego ekstrudera zasilanego kompresorem z 2-obszarowym próżniowym odparowaniem i podwodnym granulowaniem — przetwarzającą wyprane płatki butelek PET na jednolite granulki rPET o wydajności 300–1,200 kg/h przy ograniczeniu spadku intrinsic viscosity (IV) do ≤0.05 dL/g.
- Kompresor podgrzewa i zagęszcza płatki, aby zapewnić stabilne, stałe zasilanie ekstrudera.
- 2-obszarowe próżniowe odparowanie usuwa resztki wilgoci i lotnych związków, aby zachować IV.
- Podwodne granulowanie produkuje jednolite cylindryczne granulki o wymiarach 3–5 mm dla włókien, arkuszy i wtryskiwania.
300–1,200
kg/h Zakres wydajności
≤0.05
dL/g Spadek IV (zachowana lepkość)
4-Stopniowy
Proces: Kompaktuj → Ekstruduj → Filtruj → Granuluj
1-Roczna
Ograniczona gwarancja na kluczowe komponenty
Przegląd sprzętu
Pełne układ granulacji
Linia integruje kompresor/pre-heater, jednosurowcowy ekstruder, 2-obszarowe próżniowe odparowanie, filtrację cieczy, głowicę granulowania podwodnego i suszarkę wirnikową w jednym ciągłym układzie produkcji. Płatki butelek PET wchodzą przez jedno końce; sucha, jednolita rPET granulki wyjeżdżają przez drugie.
Podwodne granulowanie & Suszenie Sub-System
Głowica granulowania podwodnego cięcie topiącego się materiału na granulki cylindryczne o wymiarach 3–5 mm, które są natychmiast schładzane w krążącym wodzie, aby zapobiec aglomeracji. Suszarka wirnikowa następnie usuwa wilgoć powierzchniową, a wirnik wibracyjny oddziela drobiny przed przekazaniem granulek do pakowania.
Podstawowe komponenty
Każdy etap linii jest specjalnie zaprojektowany dla specyficznych wymagań termicznych i reologicznych przetworzonego PET.
Kompresor / Pre-Heater
Zagęszcza luźne płatki PET poprzez ciepło tarcia, zmniejszając objętość i wydzielając wilgoć przed wejściem materiału do kadłuba ekstrudera. Ten kluczowy krok stabilizuje prędkość zasilania i umożliwia stałe ciśnienie mieszanki.
Jednosurowcowy Ekstruder (Stal Nitrowana)
Dokładnie wygładzona stal nitrowana (L/D 30:1–36:1) topi i ujednolica PET z kontrolowanym przecięciem — wystarczająco niskim, aby ograniczyć degradację łańcucha i utratę IV. Temperatura operacyjna wynosi zazwyczaj 265–285 °C w zależności od jakości mieszanki.
2-Obszarowe Próżniowe Odparowanie
Dwa niezależne porty próżniowe przyciągają resztki pary wilgoci, acetaldehydu i innych lotnych związków o niskiej masie cząsteczkowej z mieszanki. Wspólnie z przedwstępnym suszeniem kompresorem, to ogranicza spadek IV do zazwyczaj ≤0.05 dL/g.
Filtracja Mieszanki (Automatyczny Zmieniacz Sieci)
Hydrauliczny automatyczny zmieniacz sieci (typu back-flush) ciągło usuwa stałe zanieczyszczenia z strumienia mieszanki bez zatrzymania produkcji. Gęstość filtracji jest wybieralna (40–150 µm) w zależności od wymagań czystości wyjściowej.
Głowica Granulowania Podwodnego
Nożyk wycięciowy działa pod wodą, natychmiast schładzając każdy wici do jednolitych cylindrycznych granulek o wymiarach 3–5 mm. Granulowanie schładzane wodą zapobiega degradacji i aglomeracji, dostarczając jednolity, pyłowy produkt.
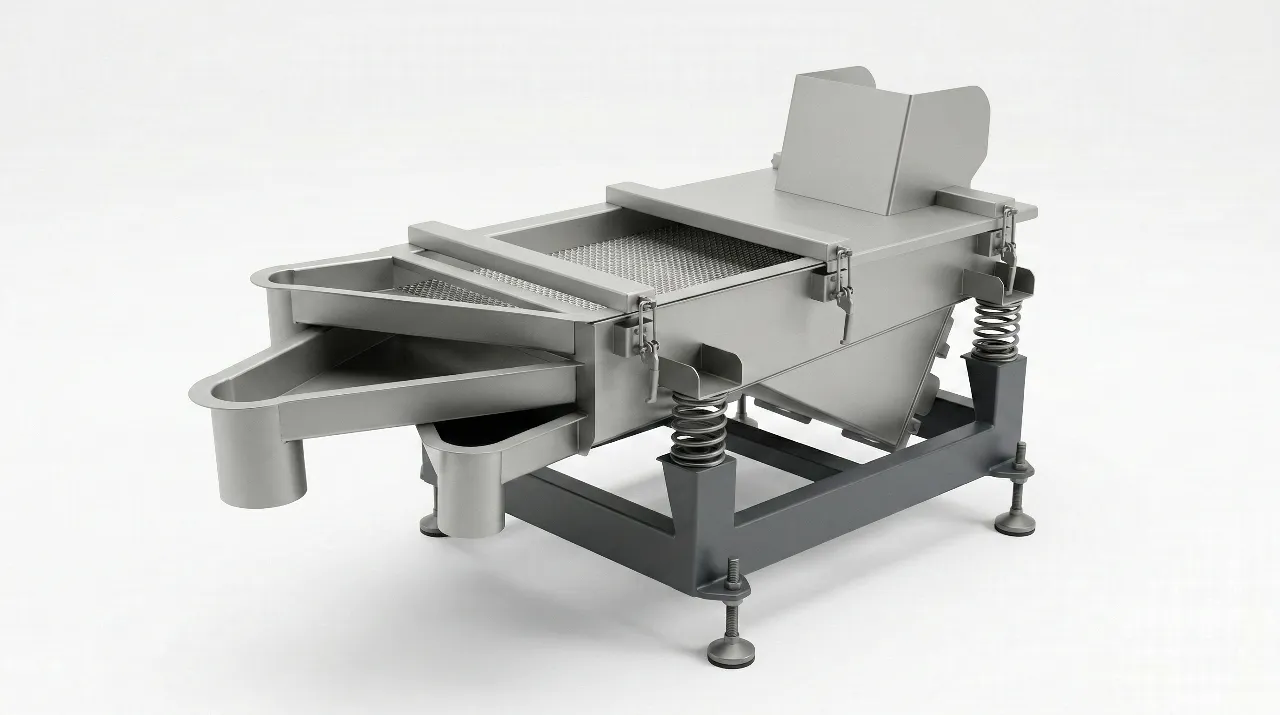
Suszarka Wirnikowa + Sieć Wibracyjna
Ośrodek centryfugalny usuwa powierzchniową wodę z granulek <0.5% wilgotności. Sieć wibracyjna po stronie wyjściowej oddziela drobiny i nadmiarowe elementy przed tym, jak granulki spełniające normę są przekazywane do wypełniania worków big-bag lub magazynowania w zbiornikach.
Zasada działania
Nasza linia do granulacji PET wykorzystuje precyzyjny, wieloetapowy proces, który pozwala na przetwarzanie płatków PET w wysokiej jakości peletki.
1. Podawanie i Usuwanie Wilgoci
Automatyczny system kontroluje prędkość podawania, podczas gdy kompresor usuwa wilgoć z kostek.
2. Wtryskiwanie Jednoskrzydłowe
Materiał PET poddawany jest zagęszczaniu, topnieniu i homogenizacji w wysokowydajnej wytłaczarce.
3. Przetwarzanie Rury
Rura nitrowana podgrzewa plastik z dokładną regulacją temperatury, aby zapewnić stałe topienie.
4. Degazacja Wakuum
Na tym etapie z roztopionego PET usuwane są materiały o małej masie cząsteczkowej i resztkowa wilgoć.
5. Filtracja Masy
Specjalny stopień filtracji poprawia czystość stopionego plastiku przed granulacją.
6. Pelletyzacja
Podwodny system peletyzacji przekształca roztopione płatki PET w jednolite, wysokiej jakości granulki.
7. Suszenie i Pakowanie
Granulki są suszone za pomocą sita wibracyjnego i suszarki wirówkowej, a następnie pakowane do dystrybucji.
Jednosuwkowy kontra dwusuwkowy: Który jest odpowiedni dla PET?
Dla standardowego recyklingu flaków butelek PET, ekstruder jednosuwkowy jest wyborem preferowanym. Oto jak się porównuje.
| Czynnik | Ekstruder jednosuwkowy | Ekstruder dwusuwkowy |
|---|---|---|
| Mechaniczny nożyce | Niższe napięcie ścinające na cieczy — zmniejsza ryzyko termicznego i mechanicznego rozpadu łańcucha w PET. | Wysokie ścinanie — korzystne dla mieszania rozpraszającego, ale może przyspieszyć degradację IV w PET, jeśli nie jest starannie zarządzane. |
| Ochrona IV | Lepsze dla zachowania intrinsic viscosity w standardowych aplikacjach recyklingu rPET. | Wymaga starannego kontroli temperatury i czasu trwania; bardziej odpowiedni, gdy dołączane są łańcuchy rozszerzające, aby odbudować IV. |
| Możliwości mieszania | Ograniczone — głównie dla topnienia, dekompresji i filtracji czystych flaków. | Znakomite — preferowane, gdy dołącza się wypełniacze, barwniki, utwardzacze lub łańcuchy rozszerzające do cieczy. |
| Koszty i złożoność | Niski koszt kapitałowy, prostszy projekt mechaniczny, łatwiejsza konserwacja operatora. | Wyzszy koszt kapitałowy i operacyjny; bardziej złożona geometria ślimaka i części zużywające się. |
| Najbardziej odpowiedni do | Standardowych post-konsumenckich flaków butelek PET → włókna, arkusze lub granulki do wtrysku. | Reaktywne mieszanie, włączenie kolorowych masterbatchów lub specjalistycznych stopów rPET. |
Jeśli Twój proces wymaga możliwości mieszania dwusuwkowego np. dodawania łańcuchów rozszerzających lub kolorowych masterbatchów do cieczy — zobacz naszą linię mieszania dwusuwkowego do porównania.
Poboczne zastosowania granulek rPET
IV i czystość wyjściowych granulek z tej linii spełniają wymagania dla tych trzech głównych rynków końcowych.
Włókno poliestrowe i włókno staple
Zakres IV: 0.40–0.65 dL/g. Granulki rPET z tej linii są szeroko stosowane jako surowiec do odnowionego poliestru staple, używanego w tekstyliach, nieprzemysłowych tkaninach i materiałach wypełniających. To jest największy wolumen wyjściowy dla globalnego rynku post-konsumenckiego rPET.
Arkusz PET i formowanie termiczne
Zakres IV: 0.70–0.85 dL/g. Przystosowany do A-PET lub RPET opakowań arkuszowych używanych w blachach żywnościowych, blistrach i pudełkach. Etap filtracji cieczy w tej linii usuwa cząstki żelowe i zanieczyszczenia, które w przeciwnym razie pojawiłyby się jako wady w przezroczystych arkuszach.
Iniekcja formowana
IV w zakresie: 0.72–0.85 dL/g. Pelletki rPET są odpowiednie do formowania wtryskowego nieżywnościowych pojemników, taśm, zamykań i części inżynieryjnych. Jednolita geometria pelletów dzięki cięciu pod wodą zapewnia stabilne zasilenie do maszyn wtryskowych.
rPET klasy butelkowej (z SSP)
IV w zakresie: >0.80 dL/g. Do zastosowań butelkowych w kontakcie z żywnością (recykling butelka-w-butelkę), pelletki z tej linii mogą być skierowane do reaktora Solid State Polymerization (SSP) w celu odbudowy IV. Jest to najwyższej wartościowy wywód rPET, wymagający IV ≥0.80 dL/g.
Dla procesu górnego – sortowania, łupania i czyszczenia wejściowych butelek PET przed peleryzowaniem – zobacz nasz System gorącej mycia łupków butelek PET.
Specyfikacja techniczna
Ogólne parametry linii. Dokładna konfiguracja jest określana na podstawie jakości surowca i docelowego stopnia wyjściowego.
| Materiał do zastosowania | Myte łupki post-konsumenckich butelek PET, ≤14 mm |
| Wilgotność wejściowa | Zalecane ≤3% (w/w) przy podawaniu |
| Kształt pelletu wyjściowego | Kulisty, średnica 3–5 mm |
| Ochrona IV | Typowy spadek IV ≤0.05 dL/g (wejściowy IV 0.72–0.80 → wyjściowy IV 0.68–0.76 dL/g) |
| Średnica śruby | 100 mm – 160 mm (zależy od modelu) |
| Współczynnik L/D | 30:1 – 36:1 |
| Zones zboju | 6–8 niezależnie kontrolowanych stref temperatur |
| System odgazowania | 2-obszarowa dekagykacja próżniowa (dwuportowa) |
| Filtracja stopu | Hydrauliczny automatyczny zmieniacz siatki (typ back-flush); 40–150 µm do wyboru |
| Metoda granulowania | Peleryzacja pod wodą |
| System sterowania | PLC + HMI kolorowy ekran dotykowy |
| Zakres pojemności wyjściowej | 300 – 1,200 kg/h |
Dostępne modele
| Model | Średnica śruby | Główna moc silnika | Wydajność (kg/h) |
|---|---|---|---|
| CT-100 | 100 mm | 90 kW | 300 |
| CT-130 | 130 mm | 132 kW | 600 |
| CT-140 | 140 mm | 160 kW | 900 |
| CT-160 | 160 mm | 250 kW | 1,200 |
Często Zadawane Pytania
Peleryzacja przekształca myte łupki PET w jednolite, gęste granulki (zwykle 3–5 mm). Ta standaryzowana forma umożliwia wyższą wartość downstream reuse – w tym wytwarzanie włókien poliestrowych, ekstruzję blachy PET i formowanie wtryskowe – gdzie łupki surowcowe nie byłyby bezpośrednio użytkowe. Pellety przepływają również bardziej niezawodnie przez sprzęt przetwarzający w dół strumienia i są łatwiejsze do transportu i przechowywania niż łupki.
PET jest bardzo higroskopijny. Nawet 300–500 ppm resztkowej wilgoci w stopionym materiałem wywołuje hydrolytyczne rozszczepienie łańcuchów – łamie długie polimeryczne łańcuchy i obniża intrinsic viscosity (IV). Niższy IV oznacza słabsze właściwości mechaniczne i zmniejszoną odpowiedniość do wymagających zastosowań. Ta linia adresuje wilgoć z dwóch stron: kompresor zapewnia początkową suszenie i zagęszczanie, a system 2-obszarowej dekagykacji próżniowej wydobywa resztkowe pary z stopionego materiału, utrzymując typowy spadek IV do ≤0.05 dL/g.
Yes. The melt filtration system can be configured with different screen fineness (40–150 µm) and filter change mechanisms to suit the contamination level of your input stream. Post-industrial or well-sorted post-consumer flakes may use a standard screen pack, while heavily contaminated streams benefit from a hydraulic auto screen-changer (back-flush type) to maintain output rate without production stops.
Post-consumer PET bottle flakes typically enter the line at IV 0.72–0.80 dL/g. With proper compaction, vacuum degassing, and controlled barrel temperatures, the output pellets typically retain an IV of 0.68–0.76 dL/g. This meets the specification for polyester fiber (0.40–0.65 dL/g) and is at or near the threshold for PET sheet and injection molding grades (0.70–0.85 dL/g). For bottle-to-bottle grade requiring IV >0.80 dL/g, a downstream Solid State Polymerization (SSP) stage would be required.
A single-screw extruder applies lower mechanical shear to the melt, which better preserves IV in standard PET bottle flake recycling. Twin-screw extruders offer superior distributive mixing and are preferred when compounding additives (chain extenders, colorants, fillers) into the melt — but their higher shear and complexity add cost and risk of greater IV degradation for straightforward flake-to-pellet recycling. Most post-consumer PET pelletizing plants use a single-screw configuration for this reason.
Yes. Remote commissioning guidance and operator training are available for all lines. All machines ship with a 1-year limited warranty covering manufacturing defects on key mechanical and electrical components. Spare parts and ongoing technical support are available beyond the warranty period. Contact us to discuss your installation requirements.
Gwarancja i personalizacja
1 rok ograniczonej gwarancji
All machines include a one-year limited warranty covering manufacturing defects on key mechanical and electrical components, with spare parts and technical support available after the warranty period.
Configurable to Your Requirements
Line configuration — including screw diameter, filter type, degassing intensity, and pelletizing method — is specified per order based on your feedstock contamination level, required output capacity (kg/h), and target pellet grade (fiber, sheet, or injection molding).
Remote Commissioning & Training
Installation guidance, line commissioning support, and operator training are available to help you reach stable production output as quickly as possible.
Complete PET Recycling Line Integration
This pelletizing line is designed to work as the final stage of a complete PET bottle recycling system. View the full range of plastic pelletizing machines we offer to find the right configuration for your operation.
Uzyskaj wycenę swojego systemu do granulacji PET
Skontaktuj się z nami już dziś, aby otrzymać wycenę, terminy realizacji i propozycję indywidualnego układu linii do peletyzacji PET.