



PET 병 플라크 싱글 스크루 펠릿 라인
A compactor-fed single-screw extruder line with 2-zone vacuum degassing and underwater pelletizing — converting washed PET bottle flakes into uniform rPET pellets at 300–1,200 kg/h while limiting intrinsic viscosity (IV) drop to ≤0.05 dL/g.
- Compactor pre-heats and densifies flakes for stable, consistent extruder feed.
- 2-zone vacuum degassing removes residual moisture and volatiles to preserve IV.
- Underwater pelletizing produces uniform 3–5 mm cylindrical pellets for fiber, sheet, and injection molding.
300–1,200
kg/h Output Range
≤0.05
dL/g IV Drop (preserved viscosity)
4-Stage
Process: Compact → Extrude → Filter → Pelletize
1-Year
Limited Warranty on Key Components
장비개요
Complete Pelletizing Layout
The line integrates a compactor/pre-heater, single-screw extruder, 2-zone vacuum degassing, melt filtration, underwater pelletizing head, and centrifugal dryer in one continuous production layout. PET bottle flakes enter one end; dry, uniform rPET pellets exit the other.
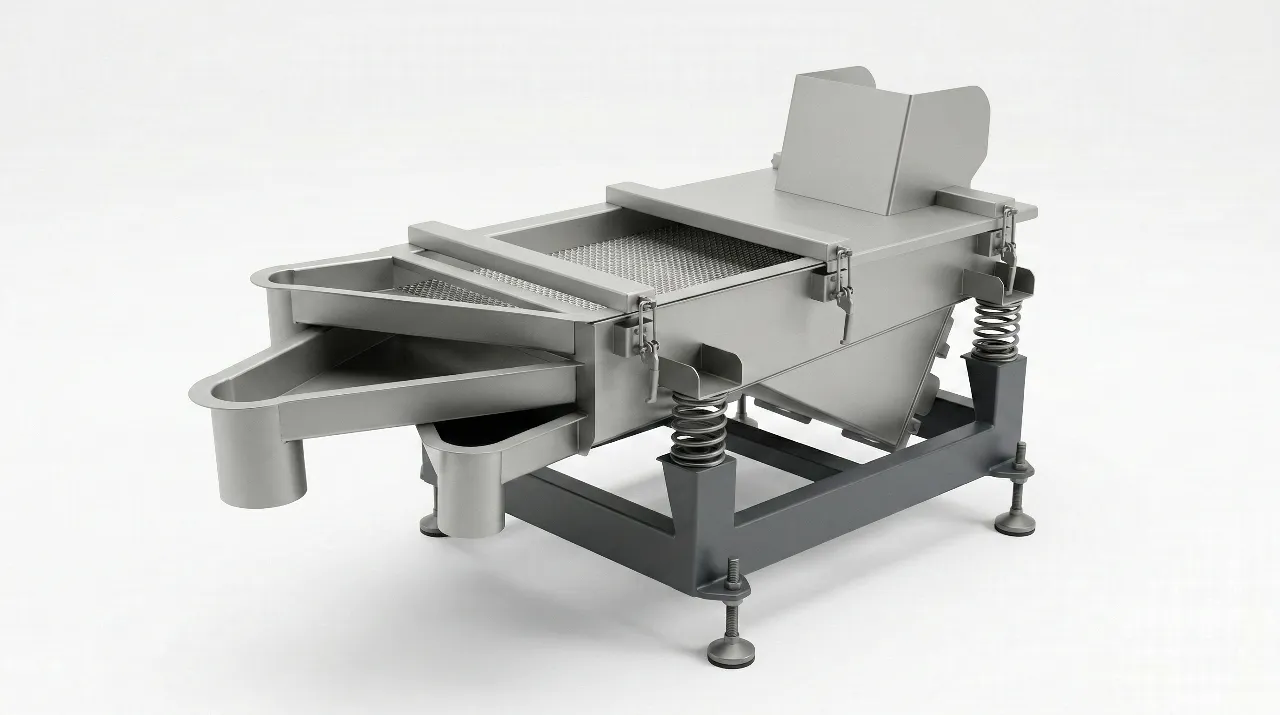
Underwater Pelletizing & Drying Sub-System
The underwater pelletizer cuts the melt into 3–5 mm cylindrical pellets, which are immediately quenched in circulating water to prevent agglomeration. A centrifugal dryer then removes surface moisture, and a vibration sieve separates fines before the pellets are conveyed for bagging.
핵심 구성 요소
Each stage of the line is purpose-engineered for the specific thermal and rheological demands of recycled PET.
Compactor / Pre-Heater
Densifies loose PET flakes via friction heat, reducing bulk volume and expelling surface moisture before the material enters the extruder barrel. This critical step stabilises feed rate and enables consistent melt pressure.
Single-Screw Extruder (Nitride Steel)
A precision-ground nitride steel screw (L/D 30:1–36:1) melts and homogenises PET with controlled shear — low enough to limit chain degradation and IV loss. Operating temperature is typically 265–285 °C depending on melt quality.
2-Zone Vacuum Degassing
Two independent vacuum ports draw out residual moisture vapour, acetaldehyde, and other low-molecular-weight volatiles from the melt. Together with the compactor pre-drying, this limits IV drop to typically ≤0.05 dL/g.
Melt Filtration (Auto Screen-Changer)
A hydraulic automatic screen-changer (back-flush type) continuously removes solid contaminants from the melt stream without stopping production. Filter fineness is selectable (40–150 µm) depending on output purity requirements.
Underwater Pelletizing Head
The die-face cutter operates submerged, instantly quenching each strand into uniform 3–5 mm cylindrical pellets. Water-cooled pelletizing prevents deformation and agglomeration, yielding a consistent, dust-free product.
Centrifugal Dryer + Vibration Sieve
A centrifugal dryer removes surface water from pellets to <0.5% moisture. A downstream vibration sieve separates fines and oversize pieces before the on-spec pellets are conveyed to bulk-bag filling or silo storage.
작동 원리
당사의 PET 펠릿화 라인은 정밀한 다단계 공정을 통해 PET 플레이크를 고품질 펠릿으로 변환합니다.
1. 공급 및 습도 제거
자동 시스템은 공급 속도를 제어하며, 압축기는 파이프에서 습도를 제거합니다.
2. 단일 스크루 압출
PET 소재는 고성능 압출기에서 압축, 용융 및 균질화 과정을 거칩니다.
3. 배럴 처리
니트로겐 강 배럴은 정확한 온도 제어로 플라스틱을 가열하여 일관된 녹이를 보장합니다.
4. 공기압축 배기
이 단계는 용융된 PET에서 저분자량 물질과 잔류 수분을 제거합니다.
5. 녹이 필터링
별도의 여과 단계를 통해 용융된 플라스틱의 순도를 향상시킨 후 펠릿 형태로 성형합니다.
6. 펠릿화
수중 펠릿화 시스템은 용융된 PET 플레이크를 균일하고 고품질의 과립으로 변환합니다.
7. 건조 및 포장
펠릿은 진동 시리즈와 중압 건조기로 건조되며, 배포를 위해 포장됩니다.
Single-Screw vs. Twin-Screw: Which Is Right for PET?
For standard PET bottle flake recycling, a single-screw extruder is the preferred choice. Here is how it compares.
| 요인 | Single-Screw Extruder | Twin-Screw Extruder |
|---|---|---|
| Mechanical Shear | Lower shear stress on the melt — reduces risk of thermal and mechanical chain scission in PET. | Higher shear — advantageous for dispersive mixing but can accelerate IV degradation in PET if not carefully managed. |
| IV Preservation | Better suited for preserving intrinsic viscosity in standard rPET recycling applications. | Requires careful temperature and residence time control; more suitable when chain extenders are added to rebuild IV. |
| Compounding Capability | Limited — mainly for melting, degassing, and filtration of clean flakes. | Superior — preferred when adding fillers, colorants, flame retardants, or chain extenders to the melt. |
| Cost & Complexity | Lower capital cost, simpler mechanical design, easier operator maintenance. | Higher capital and operating cost; more complex screw geometry and wear parts. |
| Best Suited For | Standard post-consumer PET bottle flake → fiber, sheet, or injection molding pellets. | Reactive compounding, colour masterbatch incorporation, or specialty rPET alloys. |
If your process requires twin-screw compounding capability — such as adding chain extenders or colour masterbatch to the melt — see our twin-screw compounding line for comparison.
Downstream Applications for rPET Pellets
The IV and purity of output pellets from this line meet the requirements for these three major end markets.
Polyester Fiber & Staple Fiber
IV range: 0.40–0.65 dL/g. rPET pellets from this line are widely used as feedstock for regenerated polyester staple fiber, used in textiles, non-wovens, and filling materials. This is the largest volume outlet for post-consumer rPET globally.
PET Sheet & Thermoforming
IV range: 0.70–0.85 dL/g. Suitable for A-PET or RPET packaging sheet used in food trays, blisters, and clamshells. The melt filtration stage in this line removes gel particles and impurities that would otherwise show as defects in transparent sheet.
인젝션 모olding
IV 범위: 0.72–0.85 dL/g. rPET 펠릿은 비식용 컨테이너, strap, 캡슐, 엔지니어링 부품의 인젝션 모olding에 적합합니다. 물 아래에서의 절단으로 일관된 펠릿 지형을 보장하여 인젝션 모olding 기계에 안정적으로 공급됩니다.
병 등급 rPET (SSP 포함)
IV 범위: >0.80 dL/g. 식용 접촉 병 응용 프로그램 (병에서 병으로의 재활용)에 대한 펠릿은 이 라인에서 하류 Solid State Polymerization (SSP) 반응기로 이동하여 IV를 재건할 수 있습니다. 이는 가장 높은 가치의 rPET 출구로 IV ≥0.80 dL/g가 요구됩니다.
상류 과정 - 펠릿화 전에 PET 병을 정리하고, 침식하고, 씻는 것을 참조하십시오. PET 병 플라크 히트 씻기 시스템.
기술 사양
일반 라인 파라미터. 정확한 구성은 주문에 따라 원료 품질과 목표 출력 등급에 따라 지정됩니다.
| 적용 가능한 재료 | 씻은 포스트 컨슈머 PET 병 플라크, ≤14 mm |
| 투입 수분 | ≤3% (w/w)가 인피드에 추천됩니다 |
| 출력 펠릿 형태 | 주사형, 3–5 mm 직경 |
| IV Preservation | типичное снижение IV ≤0.05 dL/g (входной IV 0.72–0.80 → выходной IV 0.68–0.76 dL/g) |
| 나사 직경 | 100 mm – 160 mm (모델에 따라 다름) |
| L/D 비율 | 30:1 – 36:1 |
| 바렐 존 | 6–8 독립적으로 제어되는 온도 존 |
| 탈기 시스템 | 2존 백플러스 배기 (두 개의 포트) |
| 용융 여과 | 수동 자동 스크린 체인저 (백플러스 유형); 40–150 µm 선택 가능 |
| 펠릿화 방법 | 물 아래 펠릿화 |
| 제어 시스템 | PLC + HMI 컬러 터치스크린 |
| 출력 용량 범위 | 300 – 1,200 kg/h |
가용 모델
| 모델 | 나사 직경 | 메인 모터 전원 | 출력(kg/h) |
|---|---|---|---|
| CT-100 | 100 mm | 90kW | 300 |
| CT-130 | 130 mm | 132kW | 600 |
| CT-140 | 140 mm | 160 kW | 900 |
| CT-160 | 160 mm | 250 kW | 1,200 |
자주 묻는 질문
펠릿화는 씻은 PET 플라크를 일관된, 두꺼운 균일한 균자로 변환합니다 (보통 3–5 mm). 이 표준화된 형태는 높은 가치의 하류 재활용을 해끼치 - 포스터스터 레이닝, PET 시트 엥크루션, 인젝션 모olding 등 - 플라크 원료가 직접 사용할 수 없는 경우에도 가능합니다. 펠릿은 하류 처리 장비를 통해 더 안정적으로 흐르고, 플라크보다 더 쉽게 운반하고 저장할 수 있습니다.
PET는 매우 수분 흡수성이 높습니다. 혼합물에 300–500 ppm의 잔여 수분이 있으면 수분 해리 반응 - 장기 포리머 체인을 끊고 내재적 유체 지수 (IV)를 낮추는 것 -가 유발됩니다. 낮은 IV는 약한 기계적 성질과 고요구 응용 프로그램에 대한 적합성이 낮아집니다. 이 라인은 두 가지 방면에서 수분을 다룹니다: 컴팩터는 초기 사전 건조와 밀도화를 제공하고, 2존 백플러스 배기 시스템은 혼합물에서 잔여 기체를 빼내어 일반적인 IV 감소를 ≤0.05 dL/g로 유지합니다.
Yes. The melt filtration system can be configured with different screen fineness (40–150 µm) and filter change mechanisms to suit the contamination level of your input stream. Post-industrial or well-sorted post-consumer flakes may use a standard screen pack, while heavily contaminated streams benefit from a hydraulic auto screen-changer (back-flush type) to maintain output rate without production stops.
Post-consumer PET bottle flakes typically enter the line at IV 0.72–0.80 dL/g. With proper compaction, vacuum degassing, and controlled barrel temperatures, the output pellets typically retain an IV of 0.68–0.76 dL/g. This meets the specification for polyester fiber (0.40–0.65 dL/g) and is at or near the threshold for PET sheet and injection molding grades (0.70–0.85 dL/g). For bottle-to-bottle grade requiring IV >0.80 dL/g, a downstream Solid State Polymerization (SSP) stage would be required.
A single-screw extruder applies lower mechanical shear to the melt, which better preserves IV in standard PET bottle flake recycling. Twin-screw extruders offer superior distributive mixing and are preferred when compounding additives (chain extenders, colorants, fillers) into the melt — but their higher shear and complexity add cost and risk of greater IV degradation for straightforward flake-to-pellet recycling. Most post-consumer PET pelletizing plants use a single-screw configuration for this reason.
Yes. Remote commissioning guidance and operator training are available for all lines. All machines ship with a 1-year limited warranty covering manufacturing defects on key mechanical and electrical components. Spare parts and ongoing technical support are available beyond the warranty period. Contact us to discuss your installation requirements.
보증 및 맞춤 제작
1년 제한 보증
All machines include a one-year limited warranty covering manufacturing defects on key mechanical and electrical components, with spare parts and technical support available after the warranty period.
Configurable to Your Requirements
Line configuration — including screw diameter, filter type, degassing intensity, and pelletizing method — is specified per order based on your feedstock contamination level, required output capacity (kg/h), and target pellet grade (fiber, sheet, or injection molding).
Remote Commissioning & Training
Installation guidance, line commissioning support, and operator training are available to help you reach stable production output as quickly as possible.
Complete PET Recycling Line Integration
This pelletizing line is designed to work as the final stage of a complete PET bottle recycling system. View the full range of plastic pelletizing machines we offer to find the right configuration for your operation.
PET 펠릿 제조 시스템 견적을 받아보세요
지금 바로 연락주시면 PET 펠릿 제조 라인의 가격, 납기 및 맞춤형 레이아웃 제안서를 받아보실 수 있습니다.