



Linea di granulizzazione a singolo estrusore per granuli di scaglie di bottiglia in PET
Linea di estrusione a singolo rullo alimentata da compattatore con degassaggio a vuoto a 2 zone e granulizzazione sott'acqua — trasformazione di scaglie di bottiglie di PET lavate in granuli rPET uniformi a 300–1,200 kg/h mentre limita la perdita di viscosità intrinseca (IV) a ≤0.05 dL/g.
- Il compattatore pre-riscalda e densifica le scaglie per un alimentaggio stabile e costante dell'estrusore.
- Il degassaggio a vuoto a 2 zone rimuove l'umidità residua e i volatili per preservare l'IV.
- La granulizzazione sott'acqua produce granuli cilindrici uniformi di 3–5 mm per fibra, lamiera e iniezione.
300–1,200
Intervallo di Output kg/h
≤0.05
dL/g IV Drop (viscosità conservata)
4-Fasi
Processo: Compact → Estrudere → Filtrare → Granulare
1-Anno
Garanzia Limitata sui Componenti Chiave
Panoramica dell'attrezzatura
Layout Completo di Granulazione
La linea integra un compattatore/pre-riscalda, estrusore a singolo rullo, degassaggio a vuoto a 2 zone, filtraggio di fusione, testa di granulizzazione sott'acqua e seccatore centrifugo in un layout di produzione continua. Le scaglie di bottiglia di PET entrano da un'estremità; i granuli rPET asciutti e uniformi escono dall'altra.
Sotto Acqua Granulizzazione e Sotto Secco Sub-System
Il granulizzatore sott'acqua taglia il fusore in granuli cilindrici di 3–5 mm, che vengono immediatamente raffreddati in acqua in circolazione per prevenire l'agglomerazione. Un seccatore centrifugo poi rimuove l'umidità superficiale, e un setaccio vibrante separa le polveri prima che i granuli siano trasportati per il confezionamento.
Componenti principali
Ogni fase della linea è progettata specificamente per le esigenze termiche e reologiche specifiche del PET riciclato.
Compattatore / Pre-Riscalda
Densa le scaglie di PET libere tramite calore di attrito, riducendo il volume di massa e espellendo l'umidità superficiale prima che il materiale entri nel cilindro dell'estrusore. Questo passo critico stabilizza la velocità di alimentazione e permette una pressione di fusione costante.
Estrusore a Singolo Rullo (Acciaio Nitruro)
Un cilindro a nitruro di precisione (L/D 30:1–36:1) fonde e omogeneizza il PET con taglio controllato — sufficientemente basso per limitare la degradazione della catena e la perdita di IV. La temperatura di operazione è tipicamente 265–285 °C a seconda della qualità della fusione.
2-Zone Degassaggio a Vuoto
Due portate di vuoto indipendenti aspirano il vapore di umidità residua, acetone e altri volatili a bassa massa molecolare dalla fusione. Insieme al pre-seccaggio del compattatore, questo limita la perdita di IV a tipicamente ≤0.05 dL/g.
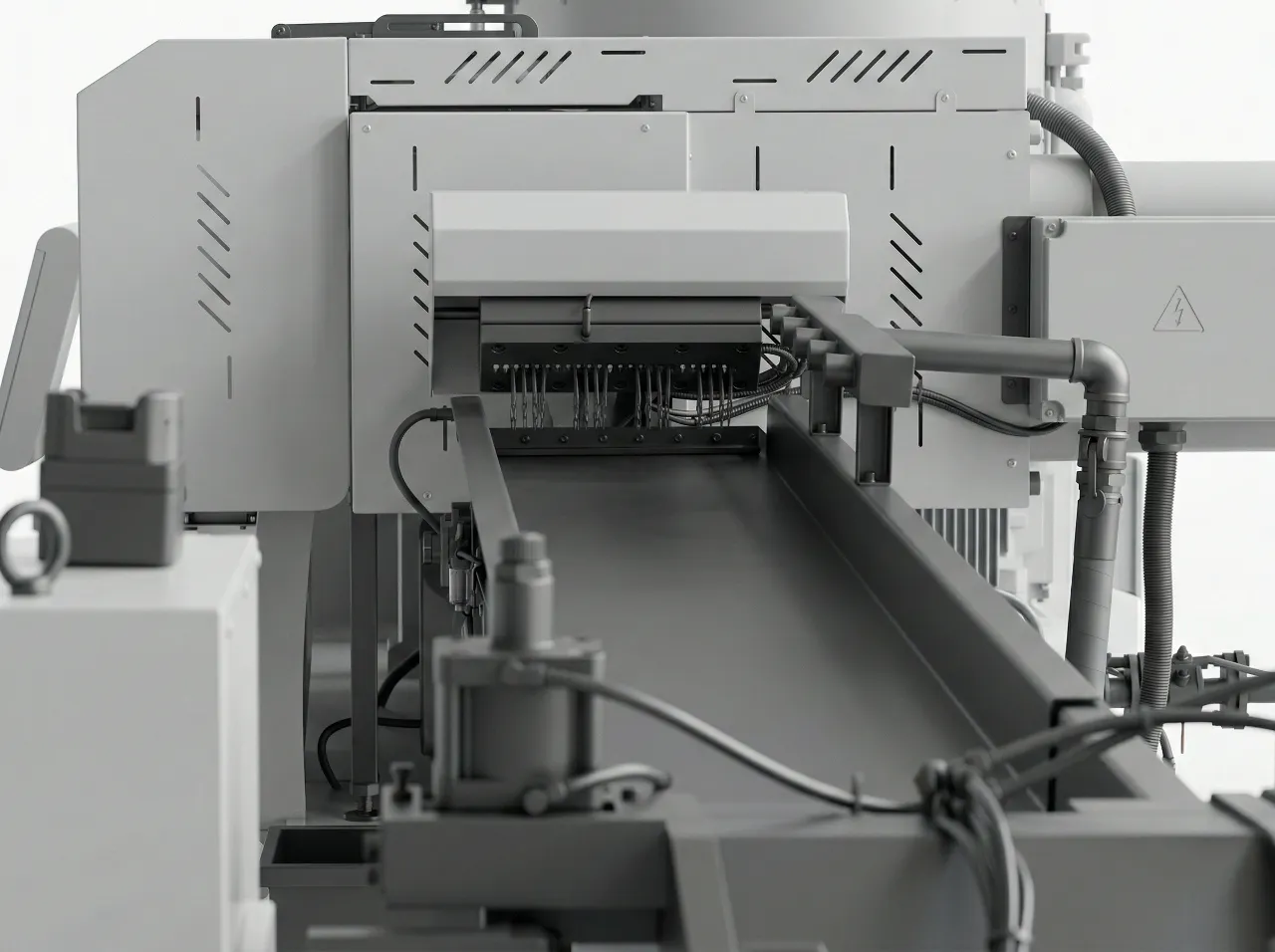
Filtraggio di Fusione (Cambiatore di Schermo Automatico)
Un cambiatore di schermo automatico idraulico (tipo back-flush) rimuove continuamente i contaminanti solidi dal flusso di fusione senza fermare la produzione. La finitura del filtro è selezionabile (40–150 µm) a seconda delle esigenze di purezza dell'output.
Testa di Granulizzazione Sott'Acqua
Il tagliatore a faccia di die opera sommerso, raffreddando immediatamente ogni filo in granuli cilindrici uniformi di 3–5 mm. La granulizzazione a raffreddamento ad acqua previene la deformazione e l'agglomerazione, fornendo un prodotto costante, privo di polvere.
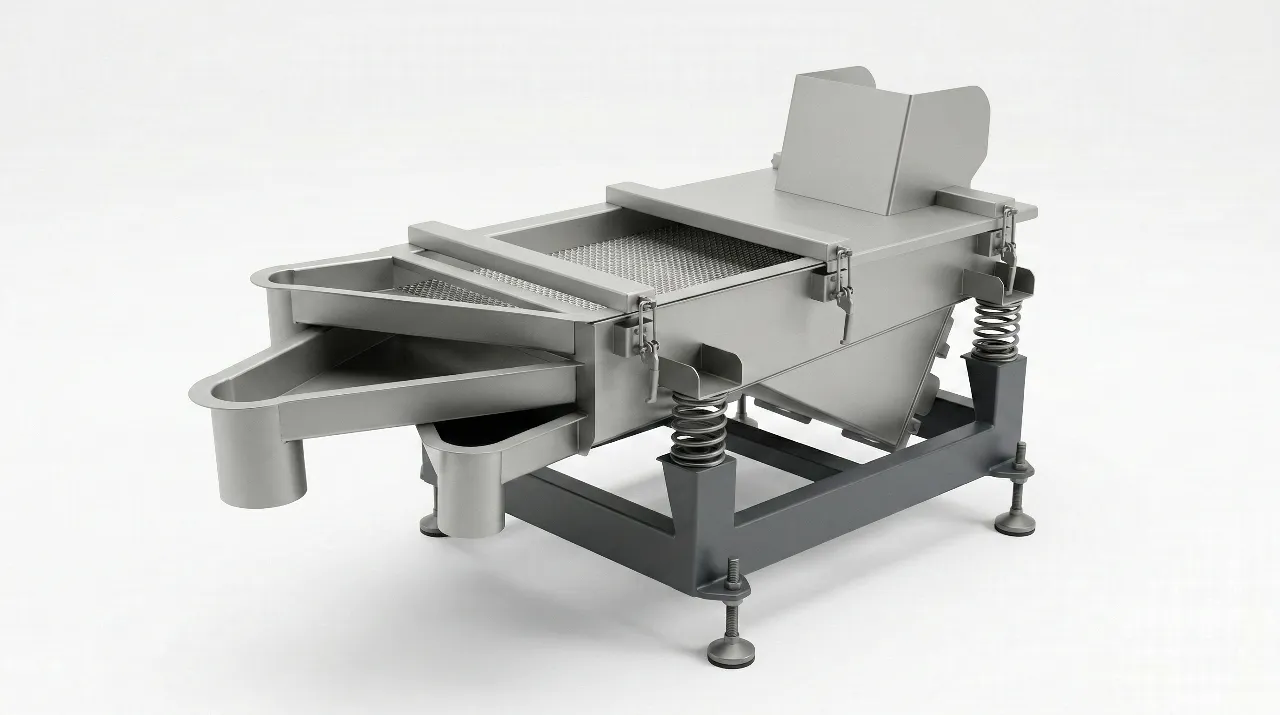
Seccatore Centrifugo + Setaccio Vibrante
Un asciugatore centrifugo rimuove l'acqua superficiale dai granuli <0.5% moisture. A downstream vibration sieve separates fines and oversize pieces before the on-spec pellets are conveyed to bulk-bag filling or silo storage.
Principio di funzionamento
La nostra linea di pellettizzazione del PET segue un preciso processo a più fasi per convertire i fiocchi di PET in pellet di alta qualità.
1. Alimentazione e Rimozione dell'Umidità
Un sistema automatizzato controlla la velocità di alimentazione, mentre un compressore rimuove l'umidità dai flake.
2. Estrusione a Singolo Rullo
Il materiale PET viene sottoposto a compattazione, fusione e omogeneizzazione nell'estrusore ad alte prestazioni.
3. Trattamento del Serbatoio
Il serbatoio in acciaio nitruro riscalda il plastica con un controllo della temperatura preciso per una fusione costante.
4. Decantazione a Vacuo
Questo passaggio rimuove i materiali a basso peso molecolare e l'umidità residua dal PET fuso.
5. Filtrazione del Fuso
Una fase di filtrazione dedicata migliora la purezza della plastica fusa prima della pellettizzazione.
6. Pelletizzazione
Il sistema di pellettizzazione subacquea trasforma i fiocchi di PET fusi in granuli uniformi e di alta qualità.
7. Secaggio e Confezionamento
I pellet vengono essiccati tramite un setaccio vibrante e un essiccatore centrifugo, poi imballati per la distribuzione.
Single-Screw vs. Twin-Screw: Quale è il giusto per PET?
Per il riciclaggio standard dei granuli di bottiglia PET, l'estrusore a singolo rullo è la scelta preferita. Ecco come si confronta.
| Fattore | Single-Screw Extruder | Twin-Screw Extruder |
|---|---|---|
| Mechanical Shear | Minore stress di taglio sul materiale fuso — riduce il rischio di scissione catenaria termica e meccanica nel PET. | Alta shear — vantaggioso per il mescolaggio dispersive ma può accelerare la degradazione dell'IV nel PET se non gestito con cura. |
| IV Preservation | Più adatto per preservare la viscosità intrinseca nelle applicazioni di riciclaggio standard rPET. | Richiede un controllo accurato della temperatura e del tempo di permanenza; più adatto quando vengono aggiunti estensori di catena per ricostruire l'IV. |
| Compounding Capability | Limitato — principalmente per il fusione, il degassaggio e la filtrazione dei granuli puliti. | Superiore — preferito quando si aggiungono additivi, coloranti, retardanti al fuoco o estensori di catena al materiale fuso. |
| Cost & Complexity | Costo di capitale inferiore, design meccanico più semplice, manutenzione operatore più facile. | Costo di capitale e operativi più elevati; geometria del rullo più complessa e parti di usura. |
| Best Suited For | Standard di granuli di bottiglia PET post-consumatore → fibra, foglio o granuli per iniezione di molding. | Compounding reattivo, incorporazione di masterbatch di colore o leghe speciali rPET. |
If your process requires twin-screw compounding capability — come l'aggiunta di estensori di catena o masterbatch di colore al materiale fuso — vedere la nostra linea di compounding a rullo doppio per confronto.
Downstream Applications for rPET Pellets
L'IV e la purezza dei granuli di uscita di questa linea soddisfano i requisiti per questi tre principali mercati finali.
Polyester Fiber & Staple Fiber
Intervallo di IV: 0.40–0.65 dL\/g. I granuli rPET di questa linea sono ampiamente utilizzati come materia prima per la fibra poliestere riciclata, utilizzata nei tessili, non tessuti e materiali di riempimento. Questo è il maggiore volume di uscita per il rPET post-consumatore globalmente.
PET Sheet & Thermoforming
Intervallo di IV: 0.70–0.85 dL\/g. Adatto per A-PET o RPET per imballaggi in fogli utilizzati nei piatti alimentari, blister e scatole a conchiglia. La fase di filtraggio del materiale fuso in questa linea rimuove le particelle di gel e le impurità che altrimenti si manifesterebbero come difetti nel foglio trasparente.
Iniezione di Formatura
Intervallo IV: 0.72–0.85 dL/g. Le granule di rPET sono adatti per l'iniezione di contenitori non alimentari, fascette, chiusure e parti ingegneristiche. La geometria costante dei granuli garantita dal taglio sott'acqua assicura un alimentazione stabile nelle macchine di iniezione di formatura.
rPET di Qualità Bottiglia (con SSP)
Intervallo IV: >0.80 dL/g. Per applicazioni di bottiglie in contatto con alimenti (riciclaggio bottiglia-a-bottiglia), i granuli di questa linea possono essere diretti a un reattore di Polimerizzazione a Stato Solido (SSP) per ricostruire l'IV. Questo è l'uscita di rPET di maggior valore e richiede IV ≥0.80 dL/g.
Per il processo a monte - ordinamento, triturazione e lavaggio delle bottiglie di PET prima della granulazione - vedere la nostra sistema di lavaggio a caldo di scaglie di bottiglia di PET.
Specifiche tecniche
Parametri della linea generale. La configurazione esatta è specificata per ordine in base alla qualità del materiale di partenza e al grado di output target.
| Materiale applicabile | Scaglie di bottiglia di PET lavate post-consumatore, ≤14 mm |
| Umidità in ingresso | ≤3% (w/w) consigliato all'ingresso |
| Forma dei Granuli di Output | Cilindrica, diametro 3–5 mm |
| IV Preservation | Caduta tipica dell'IV ≤0.05 dL/g (IV di input 0.72–0.80 → IV di output 0.68–0.76 dL/g) |
| Diametro della vite | 100 mm – 160 mm (variabile per modello) |
| Rapporto L/D | 30:1 – 36:1 |
| Zoni del Barile | 6–8 zone di temperatura controllate indipendentemente |
| Sistema di degasaggio | Decantazione a vuoto a 2 zone (porta doppia) |
| Filtrazione per fusione | Cambiatore di schermo idraulico automatico (tipo back-flush); 40–150 µm selezionabili |
| Metodo di Pellettizzazione | Granulazione sott'acqua |
| Sistema di controllo | PLC + HMI touchscreen a colori |
| Intervallo di Capacità di Output | 300 – 1,200 kg/h |
Modelli Disponibili
| Modello | Diametro della vite | Potenza del motore principale | Produzione (kg/h) |
|---|---|---|---|
| CT-100 | 100 mm | 90 kW | 300 |
| CT-130 | 130 mm | 132 kW | 600 |
| CT-140 | 140 mm | 160 kW | 900 |
| CT-160 | 160 mm | 250 kW | 1,200 |
Domande frequenti
La granulazione trasforma le scaglie di PET lavate in granuli uniformi e densi (tipicamente 3–5 mm). Questa forma standardizzata apre la strada a un riutilizzo a valle di maggior valore - inclusa la trascrizione di fibra poliestere, estrusione di fogli di PET e iniezione di formatura - dove il materiale di partenza a scaglie non sarebbe direttamente utilizzabile. I granuli scorrono anche più affidabilmente attraverso l'attrezzatura di processo a valle e sono più facili da trasportare e conservare rispetto alle scaglie.
Il PET è altamente idroscopico. Anche 300–500 ppm di umidità residua nel fusibile scatena la scissione catenaria idrolitica - spezzando le lunghe catene polimeriche e riducendo l'intrinseca viscosità (IV). Una IV più bassa significa proprietà meccaniche più deboli e una ridotta idoneità per applicazioni impegnative. Questa linea affronta l'umidità su due fronti: il compressore fornisce un pre-drying iniziale e densificazione, e il sistema di decantazione a vuoto a 2 zone estrae i vapori residui dal fusibile, mantenendo la caduta tipica dell'IV a ≤0.05 dL/g.
Sì. Il sistema di filtraggio del materiale fuso può essere configurato con diverse finiture di schermo (40–150 µm) e meccanismi di cambio filtro per adattarsi al livello di contaminazione del tuo flusso di ingresso. I granuli post-industriali o ben ordinati possono utilizzare un pacchetto di schermo standard, mentre i flussi gravemente contaminati beneficiano da un cambio automatico di schermo idraulico (tipo back-flush) per mantenere la velocità di uscita senza fermi di produzione.
I granuli di bottiglia PET post-consumatore tipicamente entrano nella linea con IV 0.72–0.80 dL\/g. Con una compattazione adeguata, il degassaggio a vuoto e temperature di serbatoio controllate, i granuli di uscita tipicamente conservano un IV di 0.68–0.76 dL\/g. Questo soddisfa la specifica per la fibra poliestere (0.40–0.65 dL\/g) ed è o vicino al limite per i gradi di foglio e iniezione di PET (0.70–0.85 dL\/g). Per il grado bottiglia-a-bottiglia richiedendo IV >0.80 dL\/g, è necessario un'ulteriore fase di Polimerizzazione Solida (SSP).
L'estrusore a singolo rullo applica una shear meccanica inferiore al materiale fuso, che preserva meglio l'IV nel riciclaggio standard dei granuli di bottiglia PET. Gli estrusori a rullo doppio offrono un mescolaggio distributivo superiore e sono preferiti quando si aggiungono additivi (estensori di catena, coloranti, riempitivi) al materiale fuso — ma la loro shear più alta e la complessità aggiungono costo e rischio di maggiore degradazione dell'IV per il riciclaggio diretto granuli-a-pellet. La maggior parte delle impianti di pelletizzazione di PET post-consumatore utilizza una configurazione a singolo rullo per questo motivo.
Sì. La guida di avviamento remoto e la formazione degli operatori sono disponibili per tutte le linee. Tutte le macchine sono spedite con una garanzia limitata di 1 anno coprente i difetti di fabbricazione sui componenti meccanici e elettrici chiave. Le parti di ricambio e il supporto tecnico continuo sono disponibili oltre il periodo di garanzia. Contattaci per discutere le tue esigenze di installazione.
Garanzia e personalizzazione
Garanzia limitata di 1 anno
Tutte le macchine includono una garanzia limitata di 1 anno coprente i difetti di fabbricazione sui componenti meccanici e elettrici chiave, con parti di ricambio e supporto tecnico disponibili dopo il periodo di garanzia.
Configurable to Your Requirements
La configurazione della linea — inclusa il diametro del rullo, il tipo di filtro, l'intensità di degassaggio e il metodo di pelletizzazione — è specificata per ordine in base al livello di contaminazione del tuo materiale di alimentazione, alla capacità di uscita richiesta (kg\/h) e al grado di pellet di destinazione (fibra, foglio o iniezione di molding).
Remote Commissioning & Training
La guida per l'installazione, il supporto per la messa in servizio della linea e la formazione degli operatori sono disponibili per aiutarti a raggiungere una produzione stabile il più rapidamente possibile.
Complete PET Recycling Line Integration
Questa linea di pelletizzazione è progettata per funzionare come fase finale di un sistema di riciclaggio completo delle bottiglie PET. Visualizza la ampia gamma di macchine per pelletizzazione di plastica che offriamo per trovare la configurazione giusta per la tua operazione.
Richiedi un preventivo per il tuo sistema di pellettizzazione PET
Contattaci oggi stesso per ricevere informazioni su prezzi, tempi di consegna e una proposta di layout personalizzata per la tua linea di pellettizzazione PET.