



PET Biberon Parçacık Tek Çekirdek Pelit Üretim Hattı
Bir sıkıştırıcı ile beslenen tek çubuklu extrüzyon hattı, 2-bölge vakum boşaltma ve alt su pelajlama ile – yıkanmış PET şişe flaklarını 300–1,200 kg/h arasında homojen rPET pelletlere dönüştürürken, intrinsic viscosity (IV) düşüşünü ≤0.05 dL/g'ye sınırlar.
- Sıkıştırıcı, flakları sabit ve tutarlı bir extrüzyon beslemesi için önceden ısıtır ve yoğunlaştırır.
- 2-bölge vakum boşaltma, kalıntı nemi ve volatilleri kaldırarak IV'yi korur.
- Alt su pelajlama, fiber, levha ve enjeksiyon kalıplama için 3–5 mm yuvarlak pelletler üretir.
300–1,200
kg/h Çıkış Aralığı
≤0.05
dL/g IV Düşüşü (korunan viskozite)
4-Adımlı
Süreç: Sıkıştır → Extrude → Filtre → Pelletle
1-Yıllık
Ana Bileşenler İçin Sınırlı Garanti
Ekipmanlara Genel Bakış
Tam Pelajlama Düzeni
Hattın bir arada sürekli üretim düzeninde bir sıkıştırıcı/önceden ısıtıcı, tek çubuklu extrüzyon, 2-bölge vakum boşaltma, erime filtresi, alt su pelajlama başı ve santrifüj kurutucu entegre edilmiştir. PET şişe flakları bir ucundan girer; kurutulmuş, homojen rPET pelletleri diğer ucundan çıkar.
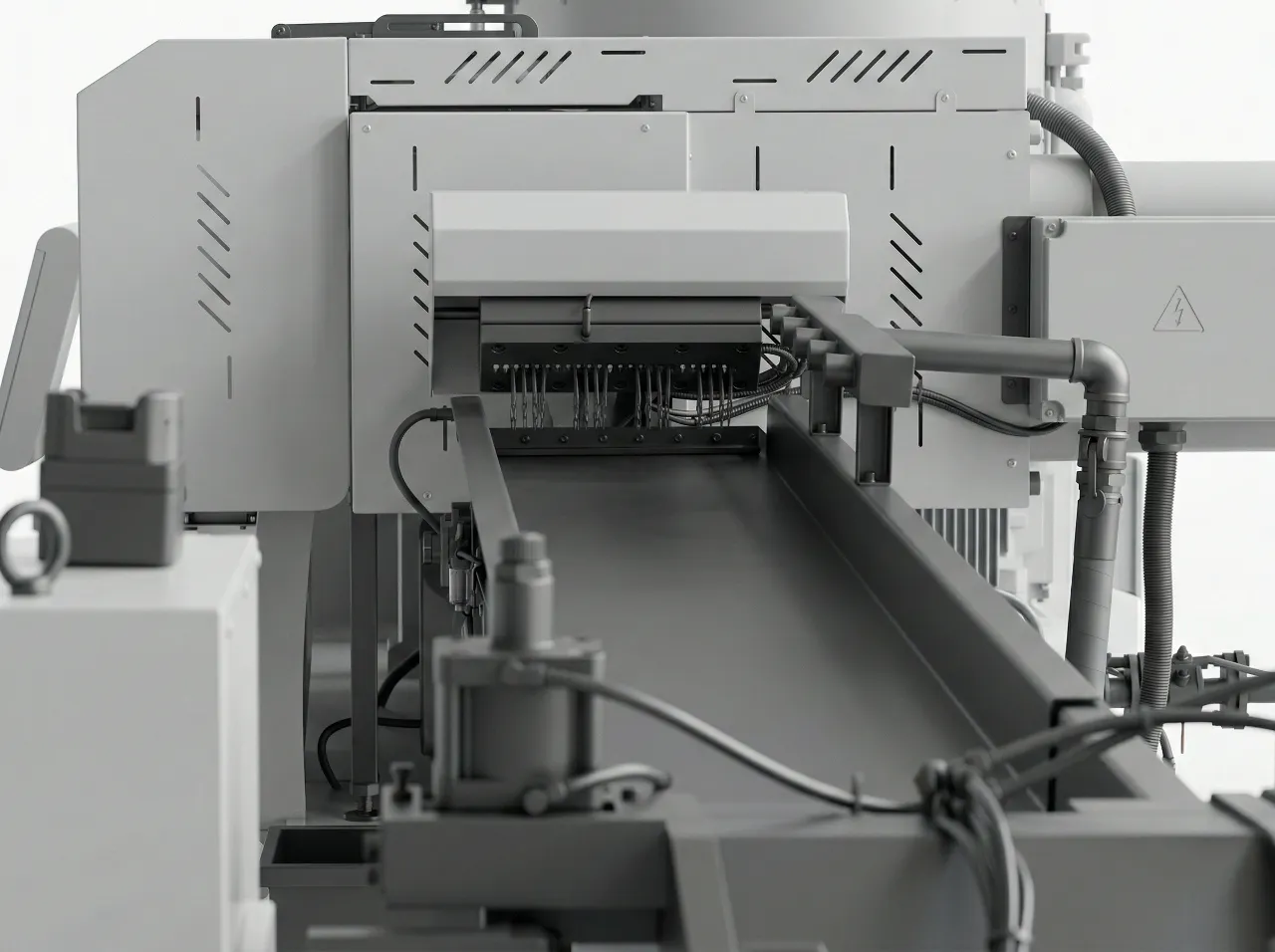
Alt Su Pelajlama & Kurutma Alt Sistemi
Alt su pelajlayıcı, erimeyi 3–5 mm yuvarlak pelletlere keser ve hemen dolaşan suya batırarak aglomereyi önler. Bir santrifüj kurutucu ardından yüzey nemi kaldırılır ve pelletler konveyörden önce bir titreşim süzgeci ile ince parçacıklar ayrılır.
Ana bileşenler
Hattın her aşaması, geri dönüştürülmüş PET'in belirli termal ve reolojik talepleri için amaca yönelik olarak mühendislenmiştir.
Sıkıştırıcı / Önceden Isıtıcı
Hafif PET flaklarını sürtünme ısıyla yoğunlaştırır, malzemenin extrüzyon tankına girmesi öncesinde hacimini azaltır ve yüzey nemini atar. Bu kritik adım besleme hızını stabilize eder ve tutarlı erime basıncını sağlar.
Tek Çubuklu Extrüzyon (Nitrür Demirli Çelik) (Nitride Steel)
İlkyapılmış nitrür demirli çubuk (L/D 30:1–36:1), PET'i kontrol altında keskin bir keskinlikle eritir ve homojenleştirir – zincir bozunumunu ve IV kaybını sınırlamak için yeterince düşük. Çalışma sıcaklığı genellikle 265–285 °C'dir, erime kalitesiye bağlıdır.
2-Bölge Vakum Boşaltma
İki bağımsız vakum girişi, kalıntı nem buharı, formaldehit ve diğer düşük moleküler ağırlıklı volatilleri erimeyi çıkarır. Sıkıştırıcı önceden kurutma ile birlikte, IV düşüşünü genellikle ≤0.05 dL/g'ye sınırlar.
Erime Filtreleme (Otomatik Ekran Değiştirici) (Auto Screen-Changer)
Hidrolik otomatik ekran değiştirici (geri akış türü), üretimi durdurmadan erime akışından katı kirleticileri sürekli olarak kaldırır. Filtre inceliği, çıkış safiyet gereksinimlerine bağlı olarak seçilebilir (40–150 µm).
Alt Su Pelajlama Başı
Die-face kesici altında çalışır, her bir iplikyi hemen homojen 3–5 mm yuvarlak pelletlere dönüştürür. Su soğutmalı pelajlama, bozunum ve aglomereyi önler, tutarlı, tozlu olmayan bir ürün verir.
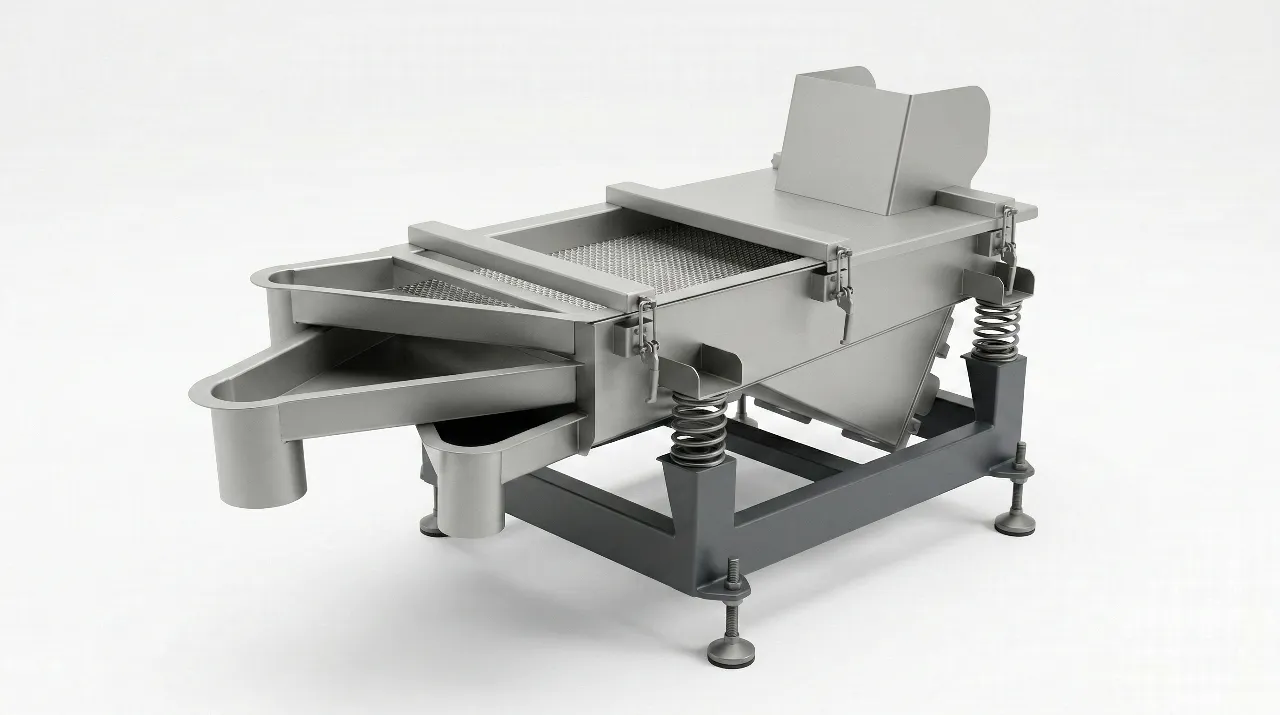
Santrifüj Kurutucu + Titreşim Süzgeci
Bir santrifüj kurutucu, granüllere yüzey suyunu çıkarır <0.5% nem. Onaylı granüllere toplu torba doldurma veya silo depolama taşınmadan önce, aşağı akışlı bir titreşim süzgeci ince parçacıkları ve büyük parçaları ayırır.
Çalışma prensibi
PET peletleme hattımız, PET pullarını yüksek kaliteli peletlere dönüştürmek için hassas, çok aşamalı bir süreç izler.
1. Besleme ve Nem Çıkarma
Bir otomatik sistem besleme hızını kontrol ederken, bir sıkıştırıcı parçacıklardan nemi çıkarır.
2. Tek Çekirdekli Extrüzyon
PET malzemesi, yüksek performanslı ekstrüderde sıkıştırma, eritme ve homojenleştirme işlemlerine tabi tutulur.
3. Tüp İşleme
Nitrür çelik tüp, plastikyi kesin sıcaklık kontrolü ile ısıtır ve tutarlı erime sağlar.
4. Boşluklu Degazlama
Bu adım, eritilmiş PET'ten düşük molekül ağırlıklı malzemeleri ve kalan nemi uzaklaştırır.
5. Melt Filtreleme
Özel bir filtreleme aşaması, peletleme işleminden önce eritilmiş plastiğin saflığını artırır.
6. Pelletizasyon
Sualtı peletleme sistemi, eritilmiş PET pullarını homojen, yüksek kaliteli granüllere dönüştürür.
7. Kurutma ve Ambalajlama
Pelletler bir titreşim süzgeci ve santrifüj kurutucu ile kurutulur, ardından dağıtım için ambalajlanır.
Tek Çekirdekli vs. Çift Çekirdekli: PET için Hangisi Doğru?
Standart PET şişe flake geri dönüşümü için, tek çekirdekli bir extrüder tercih edilir. İşte bu nasıl karşılaştırılır.
| Faktör | Tek Çekirdekli Extrüder | Çift Çekirdekli Extrüder |
|---|---|---|
| Mekanik Keskinlik | Melt üzerindeki keskinlik stresi düşük — PET'te termal ve mekanik zincir parçalanma riskini azaltır. | Daha yüksek keskinlik — dağıtıcı karışım için avantajlı ancak dikkatli yönetilmediğinde PET'te IV bozunumunu hızlandırabilir. |
| IV Koruma | Standart rPET geri dönüşüm uygulamalarında intrinsic viskoziteyi korumaya daha uygun. | Dikkatli sıcaklık ve kalış süresi kontrolü gerektirir; zincir uzatıcı eklenmişken daha uygun. |
| Karıştırma Kapasitesi | Sınırlı — temel olarak temiz flakelerin eritilmesi, gaz çıkarma ve süzme için. | Süperior — dolgu maddeleri, renklendiriciler, yangın yatıştırıcılar veya zincir uzatıcı eklenirken tercih edilir. |
| Maliyet & Kompleksite | Düşük sermaye maliyeti, daha basit mekanik tasarım, operatör bakımı daha kolay. | Daha yüksek sermaye ve işletme maliyeti; daha karmaşık çekiç geometrisi ve aşınma parçaları. |
| En Uygun İçin | Standart son tüketiciden gelen PET şişe flake → fiber, levha veya enjeksiyon kalıplama granülleri. | Reaktif karıştırma, renk ana karışımı entegrasyonu veya özel rPET alaşımları. |
Eğer iş prosesi çift çekirdekli karıştırma kapasitesi gerekliyse — zincir uzatıcı veya renk ana karışımı eklenirken — karşılaştırma için çift çekirdekli karıştırma hattımızı görün.
rPET Granülleri için Aşağı Akış Uygulamaları
Bu hattan çıkan IV ve saflık granül, bu üç ana pazarın gereksinimlerini karşılar.
Polister Fiber & Staple Fiber
IV aralığı: 0.40–0.65 dL/g. Bu hattan çıkan rPET granülleri, tekstil, nonwoven ve doldurma malzemelerde kullanılan yeniden üretimi polyester staple fiber için geniş bir şekilde kullanılır. Bu, dünya genelinde post-consumer rPET'in en büyük hacimli çıkış noktasıdır.
PET Levha & Termoforming
IV aralığı: 0.70–0.85 dL/g. A-PET veya RPET ambalaj levhası olarak kullanılan yemek tabakları, blistürler ve kabuklar için uygundur. Bu hattaki erime süzme aşaması, şeffaf levhadaki hatalar olarak görünebilecek jel parçacıkları ve kirleticileri kaldırır.
Enjeksiyon Kalıplama
IV aralığı: 0.72–0.85 dL/g. rPET granülleri, non-food konteynerleri, bandajlar, kapanlar ve mühendislik parçaları için enjeksiyon kalıplama uygunudur. Alt su kesiminden elde edilen tutarlı granül geometrisi, enjeksiyon kalıplama makinelerine sabit besleme sağlar.
Bottle-Grade rPET (SSP ile)
IV aralığı: >0.80 dL/g. Yiyecek teması kap uygulaması (bottle-to-bottle geri dönüşüm) için bu hatlardan elde edilen granüller, IV'yi yeniden oluşturmak için aşağı akışta Solid State Polymerization (SSP) reaktörüne yönlendirilebilir. Bu, en yüksek değerdeki rPET çıkışıdır ve IV ≥0.80 dL/g. gerektirir.
Yukarı akış süreci - pelletlemeden önce sıralama, çökme ve yıkama - için bizim PET şişe flak yıkama sistemi.
Teknik özellikler
Genel hat parametreleri. Tam konfigürasyon, girdi kaliteye ve hedef üretim kalitesine göre siparişe göre belirlenir.
| Uygulanabilir Malzeme | Yıkanmış post-consumer PET şişe flakları, ≤14 mm |
| Giriş Nem | ≤3% (w/w) girişte önerilir |
| Çıkış Granül Formu | Daireşim, 3–5 mm çap |
| IV Koruma | Tipik IV düşüşü ≤0.05 dL/g (giriş IV 0.72–0.80 → çıkış IV 0.68–0.76 dL/g) |
| Vida çapı | 100 mm – 160 mm (modeline göre değişir) |
| L/D Oranı | 30:1 – 36:1 |
| Baril Bölgeleri | 6–8 bağımsız olarak kontrol edilen sıcaklık bölgeleri |
| Gaz giderme sistemi | 2-bölge vakum buharlaşma (çift kapılı) |
| Eriyik Filtrasyonu | Hidrolik otomatik ekran değiştirici (geri akış türü); 40–150 µm seçilebilir |
| Pelitleme Yöntemi | Alt su pelletleme |
| Kontrol sistemi | PLC + HMI renkli dokunmatik ekran |
| Çıkış Kapasite Aralığı | 300 – 1,200 kg/h |
Kullanılabilir Modeller
| Modeli | Vida çapı | Ana Motor Gücü | Çıkış (kg/saat) |
|---|---|---|---|
| CT-100 | 100 mm | 90 kilovat | 300 |
| CT-130 | 130 mm | 132 kW | 600 |
| CT-140 | 140 mm | 160 kW | 900 |
| CT-160 | 160 mm | 250 kW | 1,200 |
Sıkça Sorulan Sorular
Pelletleme, yıkanmış PET flaklarını standartlaşmış, yoğun granüllere dönüştürür (tipik olarak 3–5 mm). Bu standartlaşmış forma, flak girdi malzemesinin doğrudan kullanılamayacağı yüksek değerdeki aşağı akış yeniden kullanımını açar - polistiren fiber dokuma, PET levha extrüzyonu ve enjeksiyon kalıplama dahil. Granüller, aşağı akış işleme ekipmanlarından daha güvenilir bir şekilde akar ve flaklardan daha kolay taşınabilir ve depolanabilir.
PET, yüksek nem emici özelliğe sahiptir. Erimekte 300–500 ppm'lik kalıntı nem, hidrolitik zincir parçalanmasını tetikler - uzun polimer zincirlerini parçalar ve intrinsic viscosity (IV)'yi düşürür. Düşük IV, mekanik özelliklerin zayıflaması ve talep gören uygulamalar için uygunluğun azalması anlamına gelir. Bu hat, nemle iki cepheden karşı karşıya gelir: sıkıştırıcı, başlangıçta ön kurutma ve yoğunlaştırma sağlar ve 2-bölge vakum buharlaşma sistemi erimekteki kalıntı buharları çeker, tipik IV düşüşünü ≤0.05 dL/g'ye tutar.
Evet. Kalın filtre sistemleri, girdi akışının kirletme seviyesine uygun olarak farklı ebatlı (40–150 µm) süzgeç incelemeleri ve filtre değişim mekanizmaları ile yapılandırılabilir. Standart süzgeç paketi, post-endüstriyel veya iyi sınıflandırılmış post-tüketici parçacıkları için kullanılırken, ağır kirletilmiş akışlar hidrolik otomatik süzgeç değiştirici (geri akış türü) ile avantaj sağlar ve üretim durdurma olmadan üretim hızını korur.
Post-tüketici PET şişe parçacıkları genellikle IV 0.72–0.80 dL\/g'da hatlara girer. Uygun sıkıştırma, vakum degazlama ve kontrol edilen silindir sıcaklıkları ile, elde edilen granüller genellikle IV 0.68–0.76 dL\/g'da kalır. Bu, polistiren lif (0.40–0.65 dL\/g) için spesifikasyona uyar ve PET levha ve enjeksiyon kalıplama sınıfları (0.70–0.85 dL\/g) için eşit veya yakınındadır. IV >0.80 dL\/g gerektiren şişe-yeni şişe sınıfı için, aşağı akışta Solid State Polymerization (SSP) aşaması gereklidir.
Tek çubuklu extrüzyon, kalıntıya daha düşük mekanik kesir uygular ve standart PET şişe parçacığı geri dönüşümünde IV'yi daha iyi korur. Çift çubuklu extrüzyonlar, mükemmel dağıtıcı karışım sunar ve katkı maddeleri ( Zincir uzatıcılar, renklendiriciler, doldurucular) kalıntıya karıştırıldığında tercih edilir - ancak daha yüksek kesir ve karmaşıklık maliyeti artırır ve basit parçacık-granül dönüşümünde IV bozuluş riskini artırır. Çoğu post-tüketici PET granülatör tesisleri bu nedenle tek çubuklu yapılandırma kullanır.
Evet. Tüm hatlar için uzaktan komisyonlama rehberliği ve operatör eğitimi mevcuttur. Tüm makineler, ana mekanik ve elektrik bileşenlerde üretim hatalarını kapsayan 1 yıl süreli sınırlı garanti ile teslim edilir. Garanti süresi sonrası yedek parça ve sürekli teknik destek mevcuttur. Kurulum gereksinimlerinizi tartışmak için bizimle iletişime geçin.
Garanti ve Özelleştirme
1 Yıllık Sınırlı Garanti
Tüm makineler, ana mekanik ve elektrik bileşenlerde üretim hatalarını kapsayan bir yıl süreli sınırlı garanti ile donatılmıştır, garanti süresi sonrası yedek parça ve teknik destek mevcuttur.
Kendi İhtiyaçlarınıza Uygun Yapılandırılabilir
Hat yapılandırması - çubuk çapı, süzgeç türü, degazlama yoğunluğu ve granüleme yöntemi - siparişe göre, girdi kirletme seviyenize, gerekli üretim kapasitenize (kg\/h) ve hedef granül sınıfınıza (iplik, levha veya enjeksiyon kalıplama) göre belirlenir.
Uzaktan Komisyonlama ve Eğitim
Kurulum rehberliği, hat komisyonlama desteği ve operatör eğitimi, en kısa sürede istikrarlı üretim çıkışı elde etmenize yardımcı olmak için mevcuttur.
Tam PET Geri Dönüşüm Hattı Entegrasyonu
Bu granüleme hattı, tam PET şişe geri dönüşüm sisteminin son aşaması olarak çalışır. Tam kapsamlı plastik granüleme makinelerimiz arasından, işletmeniz için doğru yapılandırma bulmak için tam kapsamlı plastik granüleme makinelerimiz i inceleyin.
PET Peletleme Sisteminiz İçin Fiyat Teklifi Alın
PET peletleme hattınız için fiyatlandırma, teslim süreleri ve özel yerleşim planı teklifi almak için bugün bizimle iletişime geçin.