


Confronto tra linee di riciclaggio PET, HDPE e PP/PE richiedono attrezzature diverse perché ogni materiale si comporta diversamente durante la separazione, lavaggio, asciugatura, fusione e granulazione. Le bottiglie PET di solito richiedono la rimozione delle etichette, lavaggio ad alta temperatura e controllo rigoroso del PVC. Le plastiche rigide HDPE necessitano di una riduzione di dimensioni forte e di separazione galleggiamento-sink, mentre i film PP/PE richiedono un lavaggio aggressivo, schiacciamento, asciugatura, degassaggio e alimentazione stabile.
Questa comparazione aiuta i compratori di impianti di riciclaggio a scegliere la linea giusta prima di ordinare macchinari. Se desideri confrontare le categorie di attrezzature complete mentre leggi, inizia con le nostre macchine di riciclaggio dei materiali plastici industriali pagina.
Confronto rapido: Linee PET, HDPE e PP/PE
Le linee PET, HDPE e PP/PE differiscono maggiormente nella forma di alimentazione, controllo della contaminazione, necessità di asciugatura e obiettivo del prodotto finale. Un impianto può condividere alcune idee di attrezzature, ma non dovrebbe copiare direttamente un progetto di linea di un materiale su un altro tipo di alimentazione.
| Flusso di materiali | Input comune | Itinerario principale dell'attrezzatura | Prodotto tipico | Rischio critico |
|---|---|---|---|---|
| ANIMALE DOMESTICO | Bottiglie di bevande, piatti, forme termiche | Debaler, rimuovitracciato, frantumatore, lavaggio freddo/hot, galleggiamento-sink, asciugatore, separatore | Pellette di PET pulite, a volte in granuli | PVC, etichette, colla, umidità, miscela di colori |
| HDPE rigido | Bottiglie di latte, fusti, cassetti, bottiglie, coperchi | Frantumatore o granulatore, lavatrice a frizione, galleggiamento-sink, asciugatore, granulatore se necessario | Pellette o granuli puliti | Misto PP, etichette, metalli, sporco pesante, variazione di flusso di fusione |
| Film PP/PE | Film agricolo, pellicola estensibile, sacchi, sacchi a maglie | Frantumatore, lavatrice a frizione, serbatoio galleggiante, schiacciatore, asciugatore, granulatore a compressore | Pellette o granuli asciutti | Acqua, sabbia, inchiostro, bassa densità volumetrica, alimentazione instabile |
Perché una linea di riciclaggio non si adatta a ogni plastica
Una linea di riciclaggio non si adatta a ogni plastica perché la densità del resina, il comportamento di fusione, il design di imballaggio e il tipo di contaminazione modificano il processo. Il PET galleggia nell'acqua, mentre HDPE e PP solitamente galleggiano. Anche il film trasporta più acqua e sporco per chilo rispetto a molti plastiche rigide a causa della sua grande superficie.
Secondo l'EPA degli Stati Uniti, la generazione di plastiche nei rifiuti solidi urbani degli Stati Uniti ha raggiunto 35,7 milioni di tonnellate nel 2018, e i contenitori e l'imballaggio di plastica hanno rappresentato più di 14,5 milioni di tonnellate. L'EPA ha anche riportato tassi di riciclaggio del 29,1% per le bottiglie e i vasetti PET e del 29,3% per le bottiglie HDPE naturali nel 2018. Fonte: EPA Plastics: Dati specifici per materiali.
Questi numeri dimostrano perché la progettazione della linea è importante. Le bottiglie PET, i contenitori HDPE e i film PP/PE possono tutti entrare in un'attività di riciclaggio, ma ogni flusso necessita di un processo che protegga il rendimento e la qualità del prodotto finale.
Linea di riciclaggio PET: Attrezzature e Priorità di Qualità
Una linea di riciclaggio PET è costruita per rimuovere etichette, tappi, PVC, colla, sporco e umidità dai flussi di bottiglie o piatti. Gli acquirenti di granuli PET spesso si preoccupano del colore, del livello di PVC, del residuo di etichetta, dell'umidità e della polvere fine perché questi fattori influenzano le applicazioni a valle di estrusione, fibra, lamiera o bottiglia di grado.
- Ordinamento iniziale: Rimuovere bottiglie non PET, metalli, vetro, pietre e colori difficili prima della triturazione.
- Rimozione delle etichette: Ridurre il carico delle etichette prima del lavaggio in modo che i granuli e l'acqua di lavaggio rimangano più puliti.
- Riduzione delle dimensioni: Utilizzare un trituratore o un granulatore umido per creare granuli PET uniformi.
- Lavaggio freddo e caldo: Rimuovere lo sporco, lo zucchero, la colla, l'olio e la contaminazione superficiale.
- Separazione a galleggiamento: Separare le etichette e i tappi galleggianti dai granuli PET galleggianti.
- Secaggio e classificazione dell'aria: Ridurre l'umidità e rimuovere etichette leggere o polvere fine.
L'Associazione dei Riciclatori di Plastica avverte che i materiali delle etichette, le inchiostri, gli adesivi e l'area di copertura possono influenzare la qualità del riciclaggio PET. Gli adesivi non rilasciabili e i materiali di etichetta incompatibili possono viaggiare con i granuli e ridurre il valore di uscita. Fonte: Guida di progettazione APR per imballaggi rigidi in PET.
Per i progetti PET, iniziare con la nostra Presso Rumtoo, ci specializziamo nella progettazione e produzione di sistemi di riciclaggio industriali che abilitano le aziende a soddisfare queste esigenze. Questo guida non riguarda solo il “perché” del riciclaggio – riguarda il “come”. Vi guideremo attraverso l'intero processo industriale di riciclaggio delle bottiglie di PET, dalla lavorazione dei balì di materiali grezzi alla produzione di granuli di rPET di alta qualità, e dimostreremo come un sistema di riciclaggio di bottiglie di PET scelto strategicamente pagina. Se il controllo del PVC è la tua principale minaccia, leggi la nostra guida su controllare il PVC nelle linee di riciclaggio delle bottiglie PET.
Linea di riciclaggio HDPE Rigido: Attrezzature e Priorità di Qualità
Una linea di riciclaggio HDPE rigido è costruita per bottiglie, fusti, cassoni, tappi e altri oggetti poliolefينici a parete spessa. Il processo di solito si concentra sulla riduzione delle dimensioni, il lavaggio, la separazione di densità, il secaggio e l'opzionale granulazione.
- Tagliatura o granulazione: Scegliere la tagliatura per fusti ingombranti, cassoni e parti rigide grandi; utilizzare la granulazione per bottiglie e oggetti più piccoli.
- Lavaggio a sfregamento: Rimuovere lo sporco superficiale, le etichette e i residui organici dopo la riduzione delle dimensioni.
- Separazione galleggiamento-sink: Rimuovere materiali più densi possibile mantenendo l'HDPE galleggiante e il PP.
- Essiccazione: Utilizzare il secaggio centrifugo e termico in base al target di umidità e alla forma di uscita.
- Pellettizzazione: Aggiungere estrusione, filtraggio del fusore e taglio di granuli quando gli acquirenti hanno bisogno di granuli invece di granuli.
L'APR elenca la densità dell'HDPE tra 0,94-0,97 g/cm3, il che significa che l'HDPE galleggia generalmente nell'acqua. L'APR nota anche che il PP può contaminare l'HDPE quando mescolato nell'estrusione e può ridurre le proprietà di impatto se il livello diventa troppo alto. Fonte: APR HDPE Rigid Guidance.
Per contenitori rigidi in HDPE e PP, vedere la nostra filo per stendere in plastica rigida. pagina. Se stai ancora scegliendo tra tagliatura e triturazione, confronta l'attrezzatura sulla nostra guida alla selezione della macchina di riciclaggio plastica.
Linea di riciclaggio pellicole PP/PE: Attrezzature e Priorità di Qualità
Una linea di riciclaggio pellicole PP/PE è costruita attorno a una bassa densità volumetrica, alta umidità, sporco pesante e alimentazione instabile. Il riciclaggio delle pellicole spesso richiede più lavaggi, schiacciamenti, essiccazione e controllo di alimentazione rispetto al riciclaggio dei plastici rigidi.
- Pre-shredding: Aprire i bali di pellicole spesse e ridurre l'imballaggio attorno all'attrezzatura a valle.
- Lavaggio a sfregamento: Rimuovere sabbia, etichette, carta, materiali organici e sporco superficiale.
- Float washing: Separare i contaminanti pesanti mantenendo la pellicola poliolefina a galla.
- Squeezing and drying: Rimuovere l'acqua prima dell'estrusione, specialmente per le pellicole agricole e i sacchi lavati.
- Cutter-compactor feeding: Denaturare la pellicola prima dell'estrusione per prevenire un'introduzione instabile.
- Degassing and filtration: Controllare inchiostro, umidità, adesivi e volatili durante la granulazione.
APR descrive l'imballaggio flessibile PE come sacchi, sacchetti, involucri, sacchetti di dosaggio, rivestimenti e altri formati di pellicola. Osserva anche che nel Nord America le pellicole post-consumatore raccolte nei punti vendita possono includere LDPE, LLDPE, HDPE e confezioni a più strati. Fonte: APR PE Flexible Guidance.
For film projects, start with our PP/PE film recycling line guide. Se l'umidità dopo il lavaggio è il tuo collo di bottiglia, rivisita come plastic film squeezer reduces moisture.
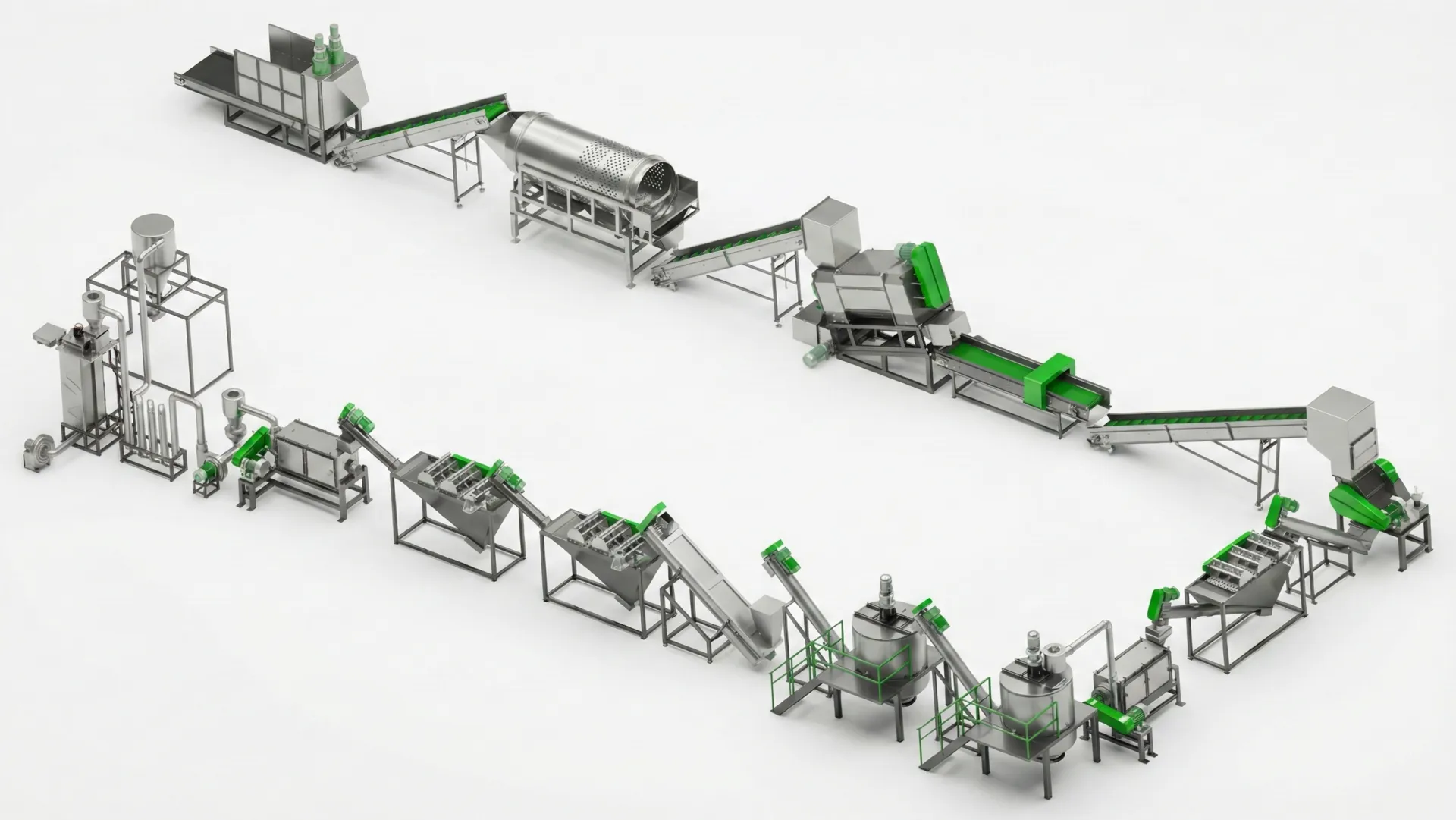
Equipment Comparison by Process Stage
Confrontare le linee di riciclaggio PET vs HDPE vs PP/PE è più facile per fase di processo. Lo stesso nome di fase può nascondere scelte di attrezzature molto diverse, specialmente in lavaggio, essiccazione e granulazione.
| Process stage | Linea PET | HDPE rigid line | PP/PE film line |
|---|---|---|---|
| Ordinamento | Priorità alta: rimuovere PVC, colore, metalli, non-PET | Remove metals, labels, PVC, mixed resin | Rimuovere carta, plastica rigida, corde, metallo, pellicola colorata |
| Riduzione delle dimensioni | Wet crusher or granulator for flakes | Trinciatore o granulatore in base alla dimensione della parte | Macchina trinciante o frantumatore umido per aprire pellicole |
| Lavaggio | Lavaggio freddo, lavaggio caldo, risciacquo, controllo etichette | Lavaggio a sfregamento e separazione galleggiante | Lavaggio a sfregamento, lavaggio galleggiante, rimozione di sabbia |
| Essiccazione | Essiccazione centrifuga e termica per umidità dei granuli | Essiccazione centrifuga e termica quando necessario | Strangolatore più essiccazione termica per carico d'acqua elevato |
| Estrusione | Opzionale; dipende dal target granuli o pellet | Comune quando si vendono pellet | Comune per produzione di pellet; richiede alimentazione forte |
| Filtrazione e ventilazione | Importante per PET a grana | Importante per etichette, polvere e miscela di scorie | Molto importante per inchiostro, umidità e volatili |
Differenze di classificazione: PET richiede purezza, poliolefini richiedono separazione
PET richiede rimozione rigorosa di PVC e materiali non PET, mentre le correnti di HDPE e PP/PE richiedono separazione di poliolefini e controllo di colore. La qualità di classificazione influisce sul rendimento, il costo del lavaggio, il valore dei granuli e la stabilità dei pellet.
TOMRA afferma che la classificazione basata su sensori può separare polimeri e colori attraverso plastiche miste, PET, poliolefini, PVC e pellicole. TOMRA also reports that automated sorting can reach over 95% purity in HDPE and PP recovery in suitable applications. Source: Applicazioni di classificazione di TOMRA per plastiche.
Utilizza la classificazione ottica quando la classificazione manuale non può raggiungere il tuo obiettivo di purezza o il costo della manodopera diventa troppo alto. Utilizza una classificazione manuale più semplice quando l'input è piccolo, pulito e ben visibile, come scarti post-industriale monocolore.
Essiccazione e umidità: La Differenza Nascosta
La domanda di essiccazione cambia rapidamente tra PET, HDPE e PP/PE pellicola. La pellicola di solito contiene più acqua superficiale, mentre i compratori di granuli di PET spesso impostano limiti di umidità stringenti per il processo successivo.
| Materiale | Sfida dell'umidità | Scelta pratica di essiccazione |
|---|---|---|
| Scaglie di PET | L'umidità influisce sulla conservazione dei granuli e sul processo successivo | Essiccatore centrifugo più aria calda o essiccazione termica |
| Granuli rigidi di HDPE | L'acqua rimane nelle etichette, tappi e forme irregolari | Essiccatore centrifugo; essiccazione termica se necessario per la granulazione o il confezionamento |
| Film PP/PE | La pellicola trattiene acqua e trasporta una alta umidità superficiale | Strangolatore o pressa a vite più essiccazione termica prima della granulazione |
Quando si testano campioni, chiedere ai fornitori di misurare l'umidità dopo la siccità e poi far passare il materiale attraverso l'estrusione se i granuli sono l'obiettivo. Secondo la nostra esperienza, una linea di lavaggio che sembra forte su carta può ancora fallire se il seccatore non riesce a soddisfare le esigenze di alimentazione e ventilazione dell'estrusore.
Output Target: Fette o Granuli?
L'obiettivo di output giusto determina se la tua linea termina dopo il lavaggio e la siccità o continua verso l'estrusione e la granulazione. I progetti PET spesso vendono fette pulite, mentre i progetti HDPE e PP/PE spesso aggiungono la granulazione quando i clienti necessitano di un materiale di alimentazione uniforme.
- Scegli fette quando i clienti possono trattare il materiale lavato e accettare specifiche di fette.
- Scegli granuli quando i clienti necessitano di una dosatura più facile, un comportamento di fusione stabile o un uso diretto nell'estrusione, nell'iniezione o nella soffiatura di film.
- Scegli entrambi se la tua azienda può vendere fette di alta qualità e granulizzare flussi di bassa qualità o interni.
Se hai bisogno di granuli, confronta il design del cilindro, il tipo di filtro, la degassazione, lo stile del tagliatore, la raffreddamento e la conservazione in silo. La nostra linee di granulazione plastica pagina spiega le principali opzioni di attrezzature di granulazione.
Differenze di Costo e Disposizione che i Clienti Dovrebbero Controllare
Le differenze di costo derivano dal livello di contaminazione, il numero di attrezzature, il throughput, l'automazione, il trattamento dell'acqua, la domanda di siccità e la portata della granulazione. Le linee di riciclaggio PET vs HDPE vs PP/PE dovrebbero essere tarIFICATE con la stessa soglia, altrimenti la comparazione ingannerà il tuo team.
- Definisci l'input: balle, bottiglie sparse, fette spezzate, rotoli di pellicola, fusti, cassoni o plastiche rigide miste.
- Definisci l'output: fette lavate, fette asciutte, granuli o entrambi.
- Chiedi a ogni fornitore di includere trasportatori, piattaforme, armadi elettrici, trattamento dell'acqua, seccatori, filtri, parti di ricambio, installazione e formazione.
- Confronta le utenze: energia, acqua, aria compressa, acque reflue, spazio sul pavimento, altezza del soffitto e accesso alla manutenzione.
- Esegui un test di campione e registrati kg/h, umidità, risultato del lavaggio, pressione del filtro, qualità del granulo e tempi di inattivazione.
Per la pianificazione del budget, leggi la nostra guida ai costi della macchina per riciclaggio plastica. Per lo spazio sul pavimento e il flusso del processo, usa la nostra plastic recycling plant layout guide.
Matrice Decisionale: Quale Linea Si Adatta al Tuo Materiale di Alimentazione?
Questa matrice decisionale ti aiuta a scegliere la linea giusta quando hai opzioni di progetto misto. Usala prima di richiedere un preventivo formale.
| Condizione del materiale di alimentazione | Linea raccomandata | Motivo |
|---|---|---|
| Balle di bottiglie PET con etichette e coperchi | Linea lavaggio bottiglie in PET | PET necessita della rimozione delle etichette, del sink-float, del lavaggio, della siccità e del controllo del PVC |
| Bottiglie HDPE, fusti, cassoni e coperchi PP | Linea di lavaggio di plastiche rigide | I poliolefini rigidi necessitano di triturazione, lavaggio di attrito, separazione per densità e opzionale granulazione |
| Pellicola agricola con sabbia e umidità | Linea di lavaggio e granulazione di pellicola PP/PE | La pellicola richiede un lavaggio, schiacciamento, asciugatura, degassificazione e filtraggio vigoroso |
| Tagli puliti di PP o PE in fabbrica | Crimpare più linea di granulazione | I rifiuti post-industriali puliti possono spesso saltare il lavaggio completo |
| Misto di PET, HDPE, PP, PE e PVC | Sistema di separazione iniziale prima delle linee specifiche del materiale | I polimeri misti devono essere separati prima del lavaggio e dell'estrusione per proteggere il valore |
FAQ: Linee di riciclaggio PET vs HDPE vs PP/PE
Può una linea di riciclaggio trattare PET, HDPE e PP/PE?
Una linea può condividere alcune concetti di ordinamento front-end o riduzione delle dimensioni, ma non dovrebbe trattare PET, HDPE e PP/PE come un flusso misto se l'obiettivo è ottenere un output a alto valore. I materiali necessitano di diverse impostazioni di separazione, lavaggio, asciugatura e estrusione.
Quale linea richiede più impianti di lavaggio?
Linee di lavaggio per bottiglie in PET e pellicole in PP/PE spesso richiedono il maggior numero di impianti di lavaggio, ma per motivi diversi. Il PET necessita di controllo delle etichette, del colla e del PVC; le pellicole richiedono controllo della sabbia, dell'acqua, dell'inchiostro e della gestione a bassa densità.
Perché il film PP/PE di solito richiede un estrimatore?
Il film PP/PE di solito richiede un estrattore perché il film sottile porta una alta umidità superficiale dopo il lavaggio. L'estrazione densifica il film e riduce l'umidità prima del riscaldamento termico o dell'estrusione.
È l'HDPE più facile da riciclare rispetto al PET?
L'HDPE può essere più semplice quando lo stream è pulito e ordinato, ma ancora necessita di controllo per etichette, misture di PP, sporco, metalli e flusso di fusione. Il PET può fornire scaglie a alto valore, ma richiede un controllo più severo di PVC e umidità.
Dovrei vendere granuli o pellets?
Vendi granuli quando gli acquirenti possono gestire il materiale lavato e la tua linea può soddisfare le specifiche di granulo. Scegli i granuli quando gli acquirenti necessitano di dosaggio uniforme, comportamento di fusione stabile e utilizzo più semplice in estrusione, iniezione o soffiaggio di film.
Passo successivo: Abbinare la linea al materiale
Le linee di riciclaggio PET vs HDPE vs PP/PE devono essere scelte in base al comportamento del materiale, alla fonte di contaminazione, agli obiettivi di output e alle esigenze del cliente. Le linee PET proteggono la purezza delle scaglie. Le linee rigide HDPE proteggono il rendimento e la qualità dei poliolefini. Le linee di pellicola PP/PE risolvono problemi di umidità, alimentazione e degassificazione.
Per passare dalla comparazione al progetto della linea, invia Rumtoo le foto del tuo materiale, il target kg/h, i dettagli di contaminazione, il piano del pavimento e l'obiettivo di output. I nostri ingegneri possono aiutarti a confrontare una linea di riciclaggio bottiglie PET, una linea di lavaggio di plastica rigida, una linea di pellicola PP/PE o la configurazione completa della struttura di riciclaggio.