


リサイクル事業の収益性は、原料に大きく依存します。例えば、PVCとPETなど、相溶性のないポリマーを混合すると、押出機に壊滅的な損傷を与え、最終的なrPETフレークが販売不能になる可能性があります。工場運営者にとって、ASTM国際樹脂識別コードシステム(RIC)を習得することは、汚染に対する第一の防御策となります。.
このガイドでは、7つの樹脂コードを工業プロセスの観点から分析し、具体的な内容を詳しく説明します。 リサイクル機械 各ポリマーに必要です。.
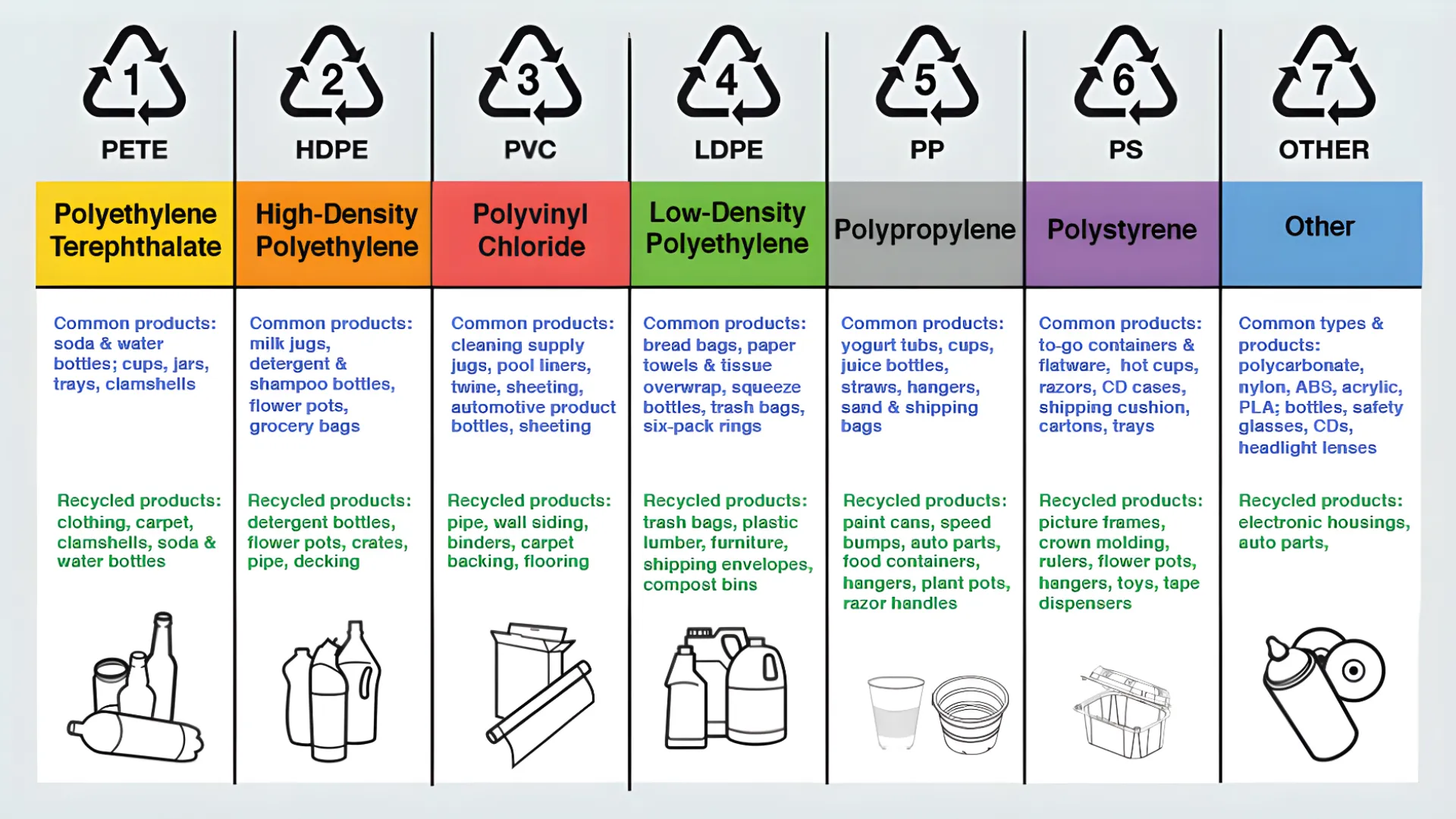
1. PET(ポリエチレンテレフタレート)
- ソース: 飲料ボトル、食品トレイ。.
- プロパティ: 透明性が高く、耐溶剤性に優れています。.
- 処理要件: ラベルと接着剤が主な汚染物質です。 ペットボトル洗浄ライン 繊維やボトルツーボトル用途に必要な純度レベル (PVC <50 ppm) を達成するには、高温苛性洗浄が必須です。.
2. HDPE(高密度ポリエチレン)

- ソース: 洗剤容器、シャンプーボトル、オイルドラム。.
- プロパティ: 強度と密度の比率が高く、水に浮きます (密度 < 1.0 g/cm³)。.
- 処理要件: 硬質HDPEには高トルクせん断が必要です。 シングルシャフトシュレッダー 最初に厚い塊のサイズを小さくするために使用され、その後沈下浮上分離タンクに送られます。.
3. PVC(ポリ塩化ビニル)
- ソース: パイプ、窓のプロファイル、ケーブルの絶縁材。.
- プロパティ塩素を多く含むため、熱に弱いです。分解すると塩酸(HCl)が発生します。.
- 処理要件: 標準的な汎用押出機でのPVC加工は避けてください。劣化を防ぐには、特殊なスクリュー形状と厳密な温度制御が必要です。専用の押出機を推奨します。 PVC造粒機 サイズを縮小するため。.
4. LDPE(低密度ポリエチレン)


- ソース: シュリンクラップ、ショッピングバッグ、農業用フィルム。.
- プロパティ: 延性は高いが、引張強度は低い。.
- 処理要件: フィルムは標準ローターに巻き付けられます。専用の フィルムリサイクル洗浄ライン ペレット化前に綿毛を機械的に脱水するための、直径可変のスクリュープレス(スクイーザー)が組み込まれています。.
5. PP(ポリプロピレン)
- ソース: ボトルのキャップ、ヨーグルトの容器、車のバンパー。.
- プロパティ: 高融点、耐薬品性。.
- 処理要件: PEと混ざることが多い。沈下浮上タンクではPP(浮上物)とPET(沈下物)を分離する。.
6. PS(ポリスチレン)
- ソース: 発泡フォーム(EPS)、使い捨てカトラリー(HIPS)。.
- 処理要件EPSは98%空気です。経済的な輸送や造粒を行う前に、コールドコンパクターまたはホットメルトマシンを用いて緻密化する必要があります。.
7. その他(コード7)
コード7は、#1~#6に明確に当てはまらないプラスチックを包括するカテゴリーです。エンジニアリング素材や「特殊」素材、多層包装材などが含まれることが多いです。.
- 一般的な材料: PC (ポリカーボネート)、ABS、PA/ナイロン、PMMA (アクリル)、PLA (バイオプラスチック)、多層複合材料。.
- リサイクルの現実「その他」のプラスチックは、標準的な商品リサイクルの流れに適合しないことが多く、専用の分離された原料と最終市場がない限り、拒否されることがよくあります。.
- 処理要件コード7は、確実に識別・分離されない限り、汚染リスクとして扱ってください。通常、サイズダウンおよび押出前に、NIR光学選別と厳格なベール規格の適合が必要です。.
概要: 処理互換性表
| プラスチック | 密度 (g/cm³) | 水に浮く/沈む | プライマリマシン |
|---|---|---|---|
| ペット | 1.38 | シンク | ホットウォッシャー |
| 高密度ポリエチレン | 0.93 – 0.97 | フロート | シュレッダー |
| PVC | 1.16 – 1.45 | シンク | 特殊造粒機 |
| 低密度ポリエチレン | 0.91~0.94 | フロート | フィルムスクイーザー |
| PP | 0.90 – 0.92 | フロート | シンク・フロート・タンク |
| PS | 1.04 – 1.07 | シンク | デンシファイア/ホットメルト |
| 他の | 様々 | 様々 | NIR選別/専用ライン |
Rumtooでは、これらの材料特性に基づいてターンキーシステム全体を設計します。廃棄物の化学組成を理解することで、適切なシステムを構築することができます。 リサイクル機械 ROIを最大化します。.