



خط إعادة تدوير رقائق زجاجات البولي إيثيلين تراي كاست بسيط السبيكة
A compactor-fed single-screw extruder line with 2-zone vacuum degassing and underwater pelletizing — converting washed PET bottle flakes into uniform rPET pellets at 300–1,200 kg/h while limiting intrinsic viscosity (IV) drop to ≤0.05 dL/g.
- Compactor pre-heats and densifies flakes for stable, consistent extruder feed.
- 2-zone vacuum degassing removes residual moisture and volatiles to preserve IV.
- Underwater pelletizing produces uniform 3–5 mm cylindrical pellets for fiber, sheet, and injection molding.
300–1,200
kg/h Output Range
≤0.05
dL/g IV Drop (preserved viscosity)
4-Stage
Process: Compact → Extrude → Filter → Pelletize
1-Year
Limited Warranty on Key Components
نظرة عامة على المعدات
Complete Pelletizing Layout
The line integrates a compactor/pre-heater, single-screw extruder, 2-zone vacuum degassing, melt filtration, underwater pelletizing head, and centrifugal dryer in one continuous production layout. PET bottle flakes enter one end; dry, uniform rPET pellets exit the other.
Underwater Pelletizing & Drying Sub-System
The underwater pelletizer cuts the melt into 3–5 mm cylindrical pellets, which are immediately quenched in circulating water to prevent agglomeration. A centrifugal dryer then removes surface moisture, and a vibration sieve separates fines before the pellets are conveyed for bagging.
المكونات الأساسية
Each stage of the line is purpose-engineered for the specific thermal and rheological demands of recycled PET.
Compactor / Pre-Heater
Densifies loose PET flakes via friction heat, reducing bulk volume and expelling surface moisture before the material enters the extruder barrel. This critical step stabilises feed rate and enables consistent melt pressure.
Single-Screw Extruder (Nitride Steel)
A precision-ground nitride steel screw (L/D 30:1–36:1) melts and homogenises PET with controlled shear — low enough to limit chain degradation and IV loss. Operating temperature is typically 265–285 °C depending on melt quality.
2-Zone Vacuum Degassing
Two independent vacuum ports draw out residual moisture vapour, acetaldehyde, and other low-molecular-weight volatiles from the melt. Together with the compactor pre-drying, this limits IV drop to typically ≤0.05 dL/g.
Melt Filtration (Auto Screen-Changer)
A hydraulic automatic screen-changer (back-flush type) continuously removes solid contaminants from the melt stream without stopping production. Filter fineness is selectable (40–150 µm) depending on output purity requirements.
Underwater Pelletizing Head
The die-face cutter operates submerged, instantly quenching each strand into uniform 3–5 mm cylindrical pellets. Water-cooled pelletizing prevents deformation and agglomeration, yielding a consistent, dust-free product.
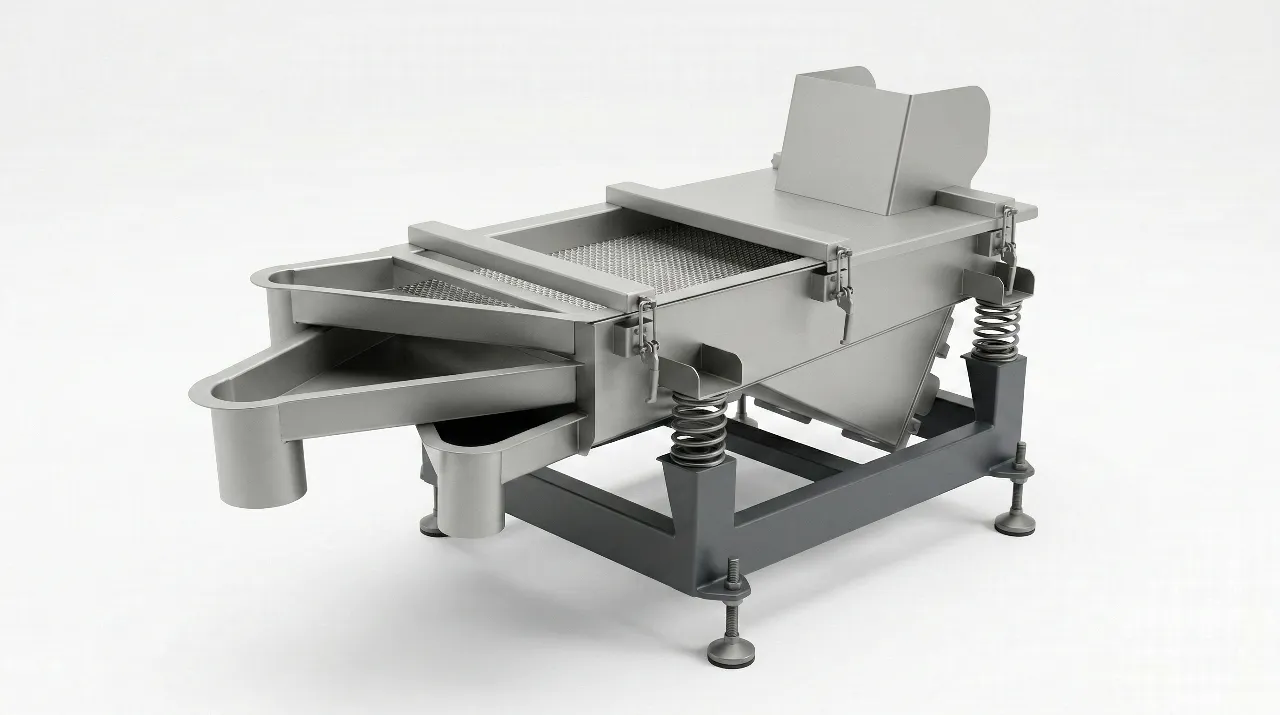
Centrifugal Dryer + Vibration Sieve
A centrifugal dryer removes surface water from pellets to <0.5% moisture. A downstream vibration sieve separates fines and oversize pieces before the on-spec pellets are conveyed to bulk-bag filling or silo storage.
مبدأ العمل
يتبع خط إنتاج حبيبات البولي إيثيلين تيريفثالات (PET) لدينا عملية دقيقة متعددة المراحل لتحويل رقائق البولي إيثيلين تيريفثالات إلى حبيبات عالية الجودة.
1. التغذية وإزالة الرطوبة
يتحكم نظام آلي في سرعة التغذية، بينما يزيل مكبس الرطوبة من الرقائق.
2. إخراج بالسلك الواحد
تخضع مادة البولي إيثيلين تيريفثالات (PET) لعمليات الضغط والانصهار والتجانس في جهاز البثق عالي الأداء.
3. معالجة القضبان
يحرص القضبان النيتيد الصلب على تسخين البلاستيك بتحكم دقيق في درجة الحرارة لضمان الذوبان المستقر.
4. تطهير بالفراغ
تعمل هذه الخطوة على إزالة المواد ذات الوزن الجزيئي المنخفض والرطوبة المتبقية من مادة البولي إيثيلين تيريفثالات المنصهرة.
5. تصفية الذوبان
تعمل مرحلة الترشيح المخصصة على تحسين نقاء البلاستيك المذاب قبل عملية التكوير.
6. التجميع
يقوم نظام التكوير تحت الماء بتحويل رقائق البولي إيثيلين تيريفثالات المنصهرة إلى حبيبات موحدة وعالية الجودة.
7. تجفيف والتغليف
يتم تجفيف الرقائق عبر شبكة الاهتزاز والجافية، ثم تغليفها للنقل.
Single-Screw vs. Twin-Screw: Which Is Right for PET?
For standard PET bottle flake recycling, a single-screw extruder is the preferred choice. Here is how it compares.
| عامل | Single-Screw Extruder | Twin-Screw Extruder |
|---|---|---|
| Mechanical Shear | Lower shear stress on the melt — reduces risk of thermal and mechanical chain scission in PET. | Higher shear — advantageous for dispersive mixing but can accelerate IV degradation in PET if not carefully managed. |
| IV Preservation | Better suited for preserving intrinsic viscosity in standard rPET recycling applications. | Requires careful temperature and residence time control; more suitable when chain extenders are added to rebuild IV. |
| Compounding Capability | Limited — mainly for melting, degassing, and filtration of clean flakes. | Superior — preferred when adding fillers, colorants, flame retardants, or chain extenders to the melt. |
| Cost & Complexity | Lower capital cost, simpler mechanical design, easier operator maintenance. | Higher capital and operating cost; more complex screw geometry and wear parts. |
| Best Suited For | Standard post-consumer PET bottle flake → fiber, sheet, or injection molding pellets. | Reactive compounding, colour masterbatch incorporation, or specialty rPET alloys. |
If your process requires twin-screw compounding capability — such as adding chain extenders or colour masterbatch to the melt — see our twin-screw compounding line for comparison.
Downstream Applications for rPET Pellets
The IV and purity of output pellets from this line meet the requirements for these three major end markets.
Polyester Fiber & Staple Fiber
IV range: 0.40–0.65 dL/g. rPET pellets from this line are widely used as feedstock for regenerated polyester staple fiber, used in textiles, non-wovens, and filling materials. This is the largest volume outlet for post-consumer rPET globally.
PET Sheet & Thermoforming
IV range: 0.70–0.85 dL/g. Suitable for A-PET or RPET packaging sheet used in food trays, blisters, and clamshells. The melt filtration stage in this line removes gel particles and impurities that would otherwise show as defects in transparent sheet.
تقنية حقن البلاستيك
مجال IV: 0.72–0.85 dL/g. يمكن استخدام حبيبات rPET المنقوعة في حقن صناديق غير غذائية، شريط التثبيت، غلق، وأجزاء هندسية. تأكد من شكل حبيبات متساوية من قطع تحت الماء لضمان التغذية المستقرة إلى آلات حقن الموضع.
رPET من فئة زجاجة (مع SSP)
مجال IV: >0.80 dL/g. يمكن توجيه حبيبات الخط من هذه السلسلة إلى معامل تحويل البوليمر الصلب (SSP) لتحسين IV. هذا هو مخرج rPET ذو القيمة الأعلى ويطلب IV ≥0.80 dL/g.
للمعالجة السابقة - تصنيف، تكسير، وغسل زجاجات PET المدخلة قبل تحويلها إلى حبيبات - انظر نظام غسل رقائق زجاجة PET الساخن.
المواصفات الفنية
معلمات الخط العامة. يتم تحديد التكوين المحدد لكل طلب بناءً على نوع المواد الخام ودرجة الناتج المستهدفة.
| المواد القابلة للتطبيق | رقائق زجاجة PET المنقوعة بعد الغسل، ≤14 مم |
| الرطوبة المدخلة | ≤3% (بما في ذلك الرطوبة) موصى به في المدخل |
| شكل حبيبات الناتج | كروي، قطر 3–5 مم |
| IV Preservation | انخفاض IV نموذجي ≤0.05 dL/g (IV المدخل 0.72–0.80 → IV الناتج 0.68–0.76 dL/g) |
| قطر المسمار | 100 مم – 160 مم (يتغير بناءً على النموذج) |
| نسبة الطول إلى العرض (L/D Ratio) | 30:1 – 36:1 |
| مناطق البرميل | 6–8 مناطق حرارة مستقلة يتم التحكم فيها |
| نظام إزالة الغازات | تسخين بالفراغ في منطقتين (مفتوحتي الباب) |
| الترشيح الذائب | مغير الشاشة التلقائي المائي (نوع العكس); قابلة للتحديد 40–150 µm |
| طريقة تكوين الأكياس | تحويل الحبيبات تحت الماء |
| نظام التحكم | PLC + HMI شاشة لمس ملونة |
| نطاق قدرة الناتج | 300 – 1,200 كجم/ساعة |
النماذج المتاحة
| نموذج | قطر المسمار | قوة المحرك الرئيسي | الإخراج (كجم / ساعة) |
|---|---|---|---|
| سي تي-100 | 100 مم | 90 كيلو واط | 300 |
| سي تي-130 | 130 مم | 132 كيلو واط | 600 |
| سي تي-140 | 140 مم | 160 كيلوواط | 900 |
| سي تي-160 | 160 مم | 250 كيلوواط | 1,200 |
أسئلة مكررة
تحويل رقائق PET المنقوعة إلى حبيبات متساوية، كثيفة (عادة 3–5 مم). يفتح هذا الشكل المعياري إعادة الاستخدام ذي القيمة الأعلى في المراحل السفلية - بما في ذلك تدوير خيوط البوليستر، Extrusion PET، وحقن البلاستيك - حيث لا يمكن استخدام مادة الخام الرقائق مباشرة. كما أن الحبيبات تتدفق بشكل موثوق أكثر من خلال معدات المعالجة السفلية وتكون أسهل في النقل والخزن مقارنة بالرقائق.
PET is highly hygroscopic. Even 300–500 ppm of residual moisture in the melt triggers hydrolytic chain scission — breaking the long polymer chains and dropping the intrinsic viscosity (IV). A lower IV means weaker mechanical properties and reduced suitability for demanding applications. This line addresses moisture on two fronts: the compactor provides initial pre-drying and densification, and the 2-zone vacuum degassing system pulls residual vapours from the melt, keeping the typical IV drop to ≤0.05 dL/g.
Yes. The melt filtration system can be configured with different screen fineness (40–150 µm) and filter change mechanisms to suit the contamination level of your input stream. Post-industrial or well-sorted post-consumer flakes may use a standard screen pack, while heavily contaminated streams benefit from a hydraulic auto screen-changer (back-flush type) to maintain output rate without production stops.
Post-consumer PET bottle flakes typically enter the line at IV 0.72–0.80 dL/g. With proper compaction, vacuum degassing, and controlled barrel temperatures, the output pellets typically retain an IV of 0.68–0.76 dL/g. This meets the specification for polyester fiber (0.40–0.65 dL/g) and is at or near the threshold for PET sheet and injection molding grades (0.70–0.85 dL/g). For bottle-to-bottle grade requiring IV >0.80 dL/g, a downstream Solid State Polymerization (SSP) stage would be required.
A single-screw extruder applies lower mechanical shear to the melt, which better preserves IV in standard PET bottle flake recycling. Twin-screw extruders offer superior distributive mixing and are preferred when compounding additives (chain extenders, colorants, fillers) into the melt — but their higher shear and complexity add cost and risk of greater IV degradation for straightforward flake-to-pellet recycling. Most post-consumer PET pelletizing plants use a single-screw configuration for this reason.
Yes. Remote commissioning guidance and operator training are available for all lines. All machines ship with a 1-year limited warranty covering manufacturing defects on key mechanical and electrical components. Spare parts and ongoing technical support are available beyond the warranty period. Contact us to discuss your installation requirements.
الضمان والتخصيص
ضمان محدود لمدة 1 سنة
All machines include a one-year limited warranty covering manufacturing defects on key mechanical and electrical components, with spare parts and technical support available after the warranty period.
Configurable to Your Requirements
Line configuration — including screw diameter, filter type, degassing intensity, and pelletizing method — is specified per order based on your feedstock contamination level, required output capacity (kg/h), and target pellet grade (fiber, sheet, or injection molding).
Remote Commissioning & Training
Installation guidance, line commissioning support, and operator training are available to help you reach stable production output as quickly as possible.
Complete PET Recycling Line Integration
This pelletizing line is designed to work as the final stage of a complete PET bottle recycling system. View the full range of plastic pelletizing machines we offer to find the right configuration for your operation.
احصل على عرض سعر لنظام تحويل البولي إيثيلين تيريفثالات إلى حبيبات
اتصل بنا اليوم للحصول على الأسعار، ومواعيد التسليم، واقتراح تصميم مخصص لخط إنتاج حبيبات البولي إيثيلين تيريفثالات (PET) الخاص بك.