


تحتفظ الأغشية البلاستيكية المغسولة برطوبة تصل إلى 30% بعد التنظيف، وهو مستوى يعطل خطوط إنتاج الحبيبات، ويقلل من جودة المنتج، ويرفع تكاليف الطاقة. عصارة الفيلم البلاستيكي يحل هذا الأمر مباشرة: فهو يستخدم ضغطًا ميكانيكيًا لولبيًا لتقليل الرطوبة إلى أقل من 3%، مما يهيئ الفيلم للبثق دون الحاجة إلى أنظمة تجفيف حرارية.
إذا كنت تدير خط غسيل أغشية وتواجه صعوبة في التعامل مع المواد الخام الرطبة، أو جودة الحبيبات غير المتناسقة، أو تكاليف طاقة التجفيف المرتفعة، فإن هذا الدليل يشرح بالتفصيل كيفية عمل تقنية العصر، وما الذي تتكامل معه، وما هي النتائج التشغيلية المتوقعة.
لماذا تُعدّ الرطوبة المشكلة الأساسية في إعادة تدوير الأغشية البلاستيكية؟
تتميز الأغشية البلاستيكية - مثل البولي إيثيلين منخفض الكثافة (LDPE) والبولي إيثيلين الخطي منخفض الكثافة (LLDPE) وأكياس البولي بروبيلين المنسوجة والغطاء العضوي الزراعي - بخفة وزنها وقدرتها العالية على الامتصاص. وبعد دورة غسيل عادية، تحتفظ هذه المواد بشكل روتيني بـ 25-30% نسبة الرطوبة بالوزن. هذه مشكلة حرجة بالنسبة للمعالجة اللاحقة.
يؤدي إدخال غشاء عالي الرطوبة في جهاز البثق أو جهاز التحبيب إلى ثلاث مشاكل قابلة للقياس:
- انخفاض القدرة الإنتاجيةالمواد الرطبة تتطلب حرارة ووقت معالجة أكبر لكل كيلوغرام
- تدهور جودة الكرياتتتسبب الرطوبة المتبقية في ظهور فراغات وفقاعات وكثافة غير متجانسة في الحبيبات النهائية
- ارتفاع استهلاك الطاقةتستهلك المجففات الحرارية كمية من الكهرباء تفوق بكثير طرق التجفيف الميكانيكية.
تستطيع المجففات الطاردة المركزية التقليدية والأنظمة الحرارية خفض الرطوبة إلى 10-15%، ولكن نادرًا ما يكون ذلك دون هذا الحد باستمرار. أما تصميم عصارة الضغط اللولبي فيحقق رطوبة أقل من 3%، وهي نتيجة مختلفة تمامًا.
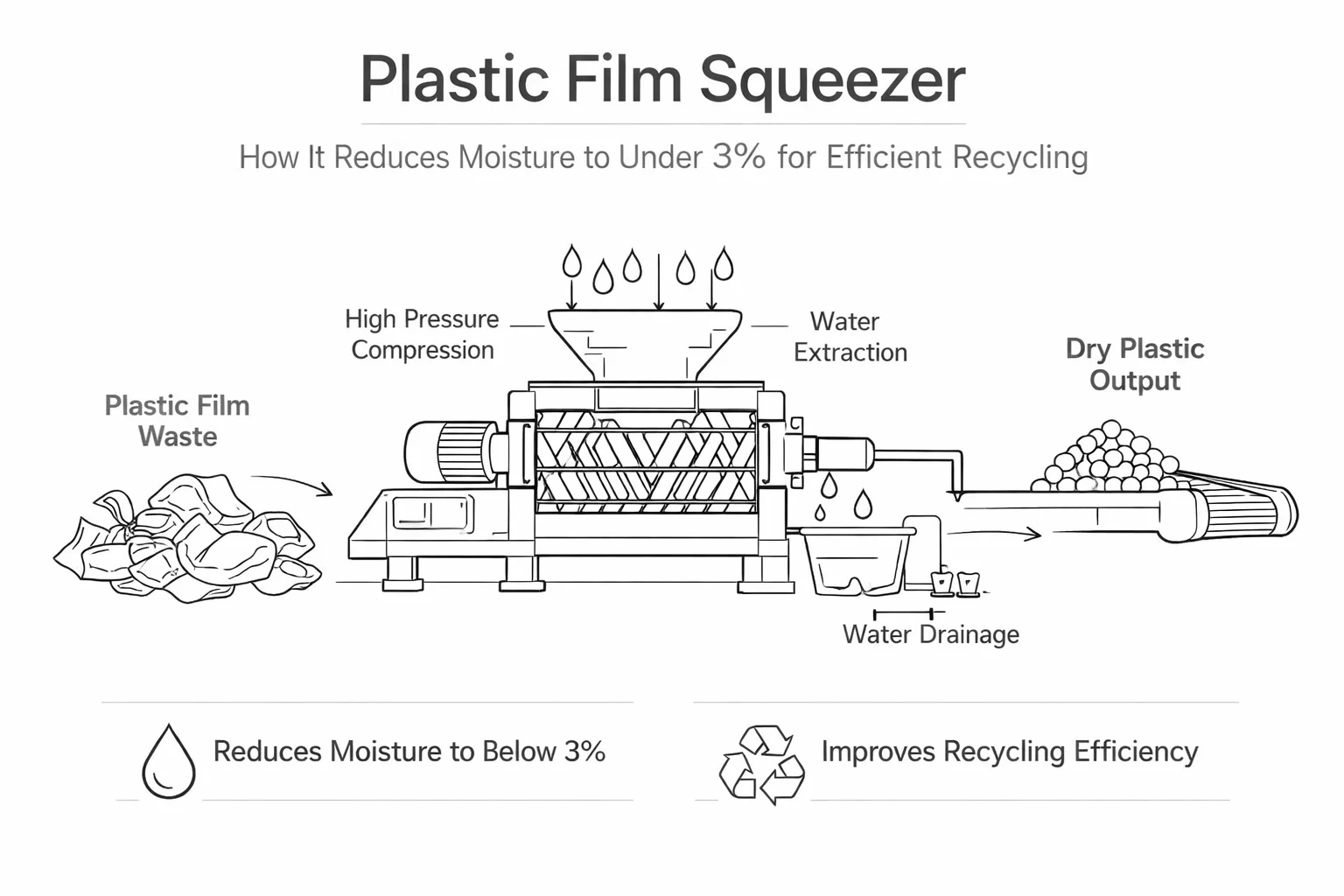
كيفية عمل أداة ضغط الغلاف البلاستيكي: خطوة بخطوة
تعمل آلة عصر الأغشية البلاستيكية من خلال عملية ميكانيكية من أربع مراحل، دون الحاجة إلى احتراق أو حرارة خارجية لمرحلة التجفيف الأولية.
المرحلة الأولى: التغذية
يتم نقل الفيلم المغسول - الذي لا يزال رطباً من خط الغسيل - إلى الآلة عبر قادوس أو سير ناقل. يدخل الفيلم باستمرار، مما يجعل آلة العصر متوافقة مع العمليات الصناعية عالية الإنتاجية التي تعمل على مدار الساعة.
المرحلة الثانية: ضغط البرغي
يدفع برغي دوار شديد التحمل المادة عبر أسطوانة مثقبة تحت ضغط ميكانيكي هائل. ومع انضغاط الغشاء على جدران الأسطوانة، يُستخرج الماء ميكانيكيًا ويُطرد عبر فتحات التصريف. هذه العملية ميكانيكية بحتة - لا حرارة ولا مواد كيميائية.
المرحلة الثالثة: الجفاف والتصريف
يتم تجميع المياه المتدفقة عبر نظام تصريف وتوجيهها بعيدًا عن منطقة المعالجة. في هذه المرحلة، ينخفض محتوى الرطوبة من حوالي 30% إلى أقل من 3%.
المرحلة الرابعة: التكثيف والتصريف
بعد العصر، يُضغط الغشاء المجفف إلى حبيبات أو شرائط كثيفة، أثقل وأكثر تجانسًا من الرقائق السائبة. يُغذى هذا الشكل مباشرةً وبشكل منتظم إلى آلات بثق البلاستيك وأنظمة التكوير. تستخدم بعض النماذج تسخينًا كهربائيًا مُتحكمًا به في هذه المرحلة لتقليل الرطوبة المتبقية إلى أدنى مستوى ممكن.
موقع سير العمل: حبل الغسيل → عصارة الفيلم البلاستيكي → جهاز إعادة تدوير البثق / جهاز التكويرآلة إعادة التدوير]
المواصفات الفنية الرئيسية التي يجب معرفتها
عند تقييم آلة ضغط الأغشية البلاستيكية لخط إعادة التدوير، فإن معايير الأداء التالية هي المهمة:
| المعلمة | تتراوح النطاقات العادية |
|---|---|
| رطوبة المدخلات | 25–30% |
| رطوبة الإخراج | <3% |
| القدرة على المعالجة | 300-800 كجم/ساعة |
| توفير الطاقة مقابل المجفف الحراري | 40–50% |
| مواد متوافقة | أكياس منسوجة من البولي إيثيلين منخفض الكثافة (LDPE)، والبولي إيثيلين الخطي منخفض الكثافة (LLDPE)، والبولي بروبيلين (PP)، وأغشية زراعية |
تختلف سعة المعالجة باختلاف الطراز والتكوين. وتُعدّ وحدة 500 كجم/ساعة معيارًا شائعًا لعمليات إعادة التدوير متوسطة الحجم. وبفضل توفير الطاقة الذي يتراوح بين 40 و50 كيلوجول/ساعة مقارنةً بطرق التجفيف الحراري، تُعتبر العصارة الميكانيكية الخيار الأقل تكلفةً للإنتاج المستمر.
المواصفات الرئيسية للمكونات التي يجب التحقق منها قبل الشراء:
- ناقل الحركة: نوع D شديد التحمل مصمم للتشغيل المستمر بعزم دوران عالٍ
- مادة البرميلمقاوم للتآكل، ومتوافق مع الفولاذ المقاوم للصدأ SUS 304 لمقاومة التآكل
- معالجة القوالبقالب تحبيب معالج بالنتردة لضمان عمر خدمة طويل
- التحكم في القيادة: التحكم في سرعة تحويل التردد لضبط الخرج بناءً على الحمل
المواد المتوافقة وسيناريوهات التطبيق
تم تصميم أداة ضغط الأغشية البلاستيكية لـ أغشية بلاستيكية ناعمة ومرنة — ليس البلاستيك الصلب. فهو غير مناسب لرقائق البولي إيثيلين تيريفثالات (PET)، أو البولي إيثيلين عالي الكثافة الصلب (HDPE)، أو العبوات ذات الجدران السميكة.
المواد المتوافقة المؤكدة:
- أغشية نفايات البولي إيثيلين منخفض الكثافة (غطاء زراعي، غلاف مطاطي، غشاء تغليف)
- غشاء البولي إيثيلين الخطي منخفض الكثافة (غشاء مطاطي، أكياس منتجات زراعية)
- أكياس جامبو منسوجة من البولي بروبيلين وأكياس كبيرة الحجم
- غشاء مرن مختلط معاد تدويره بعد الغسيل
بيئات التطبيق الأساسية:
- حبال غسيل الأغشية البلاستيكية بعد الاستهلاك: ضعها بين حلقة الاحتكاك ومرحلة البثق لزيادة إنتاجية الخط إلى أقصى حد
- إعادة تدوير الأفلام الزراعية: تعالج هذه العملية أغشية النشارة شديدة التلوث بعد غسلها على مراحل متعددة - وهي سلسلة مواد صعبة للغاية
- إعادة تدوير الخردة الصناعية: مخلفات البولي إيثيلين منخفض الكثافة والبولي بروبيلين من عمليات التصنيع، وعادة ما تكون أنظف وأكثر اتساقًا
- معالجة ملصقات الزجاجات وأغلفة الأغشيةبعد فصل الملصقات وغسلها، تقوم آلات العصر بتحضير الفيلم لإعادة تحبيبه.
بالنسبة للمرافق التي تعمل خطوط غسيل وتكوير متكاملة, إن وضع جهاز العصر كمرحلة وسيطة مخصصة بين الغسيل والبثق يلغي الحاجة إلى وحدة تجفيف حراري منفصلة تمامًا.
التكامل مع خط إعادة التدوير الكامل
لا تعمل آلة ضغط الأغشية البلاستيكية بمعزل عن غيرها، بل هي أحد مكونات نظام إعادة تدوير الأغشية متعدد المراحل. إن فهم موقعها يوضح قيمتها ومتطلباتها.
خط إنتاج نموذجي كامل لأغشية البولي إيثيلين منخفض الكثافة المعاد تدويرها بعد الاستهلاك:
- ناقل / كاسر بالات — استلام المواد
- آلة التقطيع / آلة التكسير المسبق — تصغير الحجم
- غسالة الاحتكاك إزالة التلوث السطحي
- خزان فصل عائم-غاطس — فرز المواد بناءً على الكثافة
- عصارة غشاء بلاستيكي ← نزح المياه وتكثيفها
- جهاز البثق / جهاز التحبيب — تحويل المواد المنصهرة إلى حبيبات
- قاطع حبيبات تبريد بالماء أو بالهواء — الشكل النهائي للكريات
عند إزالة جهاز العصر من هذه السلسلة، يتلقى جهاز البثق مادة تغذية عالية الرطوبة. وهذا يُجبر لولب جهاز البثق على العمل بجهد أكبر، ويزيد من عدم استقرار المادة المنصهرة، ويقلل من الإنتاجية - غالبًا بمقدار 20-30 طنًا لكل 1000 طن، اعتمادًا على تصميم نظام البثق.
بالنسبة للعمليات التي تتطلع إلى ترقية خط غسيل موجود بدلاً من بنائه من الصفر، يمكن عادةً تركيب العصارة بين ناقل التجفيف الحالي وقادوس تغذية الطارد بأقل قدر من الأعمال المدنية.
استكشف كيف تتناسب أداة العصر مع خط كامل لغسل وإعادة تدوير الأغشية البلاستيكية لتقييم متطلبات التكامل لمنشأتك.
مقارنة بين جهاز عصر الأغشية البلاستيكية وطرق التجفيف البديلة
تُستخدم ثلاث طرق شائعة لتجفيف الأغشية البلاستيكية في إعادة تدويرها. إليك مقارنة بينها من حيث المعايير المهمة عمليًا:
| طريقة | رطوبة الإخراج | استهلاك الطاقة | معدل الإنتاج | جودة الكريات |
|---|---|---|---|---|
| مجفف طرد مركزي | 8–15% | معتدل | عالي | معتدل |
| مجفف هواء ساخن حراري | 5–10% | عالي | معتدل | معتدل |
| مكبس لولبي | <3% | قليل | عالي | عالي |
تُحقق عصارة الضغط اللولبية أقل نسبة رطوبة مع استهلاك طاقة أقل من الأنظمة الحرارية. لكن يعيبها أنها تتطلب أسطوانة وبرغيًا مثقبين يحتاجان إلى صيانة واستبدال دوري، إلا أن بساطتها الميكانيكية تجعل فترات الصيانة معقولة مقارنةً بأنظمة التجفيف الحرارية.
بالنسبة للمرافق التي اتساق الحبيبات وكفاءة الخط إذا كانت الأولوية هي أن العصارة تقدم نتائج أفضل من البدائل بتكلفة تشغيل مماثلة أو أقل.
أسئلة مكررة
ما هو مستوى الرطوبة الذي يمكن أن تحققه آلة عصر الأغشية البلاستيكية؟
تعمل عصارة الضغط اللولبية ذات الحجم المناسب على خفض نسبة الرطوبة باستمرار من 25-30% إلى أقل من 3%. وتصل بعض التكوينات إلى مستويات أقل عند إضافة عنصر تسخين إضافي في مرحلة التفريغ.
هل يمكن استبدال جهاز ضغط الأغشية البلاستيكية بجهاز البثق؟
لا. العصارة هي نزح المياه وتكثيفها تقوم هذه الآلة بتحضير الغشاء للبثق دون صهره أو تحويله إلى حبيبات. ويتم تغذية مخرجات جهاز العصر مباشرةً إلى قادوس البثق.
هل يمكنه التعامل مع الأغشية الزراعية الملوثة؟
نعم، ولكن يجب أن يكون خط الغسيل في المرحلة السابقة كافيًا. تقوم آلة العصر بمعالجة الفيلم بعد غسله، حيث تزيل الرطوبة فقط، وليس الأوساخ أو التلوث الكيميائي. تؤثر جودة الغسيل المسبق بشكل مباشر على إنتاجية آلة العصر ونقاء الحبيبات في المرحلة اللاحقة.
ما هو نطاق السعة النموذجي؟
تتراوح سعة النماذج الصناعية بين 300 و800 كجم/ساعة، وتُعدّ سعة 500 كجم/ساعة من السعة المتوسطة الشائعة. وتعتمد السعة على قطر البرغي، وقوة المحرك، ومستوى الرطوبة الداخلة.
كيف يوفر هذا الأسلوب الطاقة مقارنةً بالتجفيف الحراري؟
تعتمد عملية الضغط الميكانيكي على طاقة المحرك فقط، دون الحاجة إلى عناصر تسخين أو مواقد أو استهلاك للغاز. وبالمقارنة مع المجففات الحرارية التي تعمل بنفس الإنتاجية، فإن عصارات الضغط اللولبية تقلل استهلاك الكهرباء بنسبة تتراوح بين 40 و50%.
اتخذ الخطوة التالية لخط إعادة التدوير الخاص بك
تُعالج آلة ضغط الأغشية البلاستيكية إحدى أكثر المشكلات شيوعًا في إعادة تدوير الأغشية بعد الاستهلاك: وهي الرطوبة الزائدة في المواد الخام التي تحدّ من أداء آلة البثق وجودة الحبيبات. فمن خلال تقليل الرطوبة من 30% إلى أقل من 3% عبر الضغط الميكانيكي - دون استخدام الطاقة الحرارية - تُحسّن هذه الآلة إنتاجية خط الإنتاج، وتُقلّل تكاليف التشغيل، وتُنتج حبيبات مُعاد تدويرها بجودة أعلى.
أهم النقاط التي يجب على صانعي القرار بشأن المعدات مراعاتها:
- إنتاج الرطوبة تحت 3% يُمكّن من التغذية المباشرة وعالية الجودة للطارد
- توفير الطاقة 40-50% مقارنة بالتجفيف الحراري على إنتاجية مكافئة
- متوافق مع مواد LDPE وLLDPE وPP المنسوجة عبر مسارات الأفلام الصناعية والزراعية
- قابل للتعديل في خطوط الغسيل الموجودة بين الغسالة وجهاز البثق
- البساطة الميكانيكية وهذا يعني تعقيدًا أقل في الصيانة مقارنة بالأنظمة التي تعتمد على الحرارة
هل أنت مستعد لتحديد مواصفات آلة ضغط لخط إعادة تدوير الأفلام الخاص بك؟ راجع المواصفات الفنية الكاملة وخيارات التكوين لآلة ضغط الأغشية البلاستيكية — بما في ذلك السعة وخيارات المحرك ومتطلبات التكامل — أو اتصل بالفريق لطلب تقييم معالجة المواد لنوع الفيلم المحدد الخاص بك.